В процессе постройки радиоуправляемых моделей, особенно кораблей, практически всегда приходится нарезать резьбу, так как используется довольно большое количество разъемных соединений.
Сегодня хочу рассказать и показать, на примерах, как это делается. Для начала надо сказать, что резьба бывает правая и левая, имеет диаметр и шаг, у правой винтовая линия поднимается против часовой стрелки, а у левой по часовой стрелке. Из этого следует, что название соответствует направлению закручивания изделия. Метрическая резьба обозначается буквой «М», затем идет цифра, указывающая ee диаметр, а значение после знака «x» указывает шаг, если он не указан, то подразумевается основной шаг, который является предпочтительным для каждого диаметра.


Если необходимо нарезать резьбу в отверстии, то для выполнения этих работ используется метчики.


Они бывают универсальными или комплектными, которые представляют комплект из двух или трех инструментов, которыми работают поочередно: сначала — черновым, а затем - чистовым.


Универсальным метчиком вся работа выполняется за один проход. Предварительно, в месте, где необходимо выполнить внутреннюю нарезку сверлится отверстие. Его диаметр выбирается согласно таблице.


Если отверстие просверлить больше, то соединение не будет иметь полного профиля и получится не качественным. Если диаметр взять меньше, то ход метчика будет затруднен и это может привести к его заклиниванию и поломке, особенно в твердых материалах. После сверления квадратный хвостовик надежно закрепляется в воротке и хорошо смазав, например, солидолом вставляется в отверстие. Затем, плавно вращая вороток, делая два оборота вперед и пол-оборота назад, производится нарезка. Через каждые 4-5 оборотов метчик вынимается, с него удаляется стружка, и после смазки действия повторяются.

Иногда требуется восстановить или нарезать резьбу на стержне, шпильке, болте или валу. Для этого используется плашка. В отличие от нарезки в отверстии, на стержне вся работа делается в один проход.


Один конец стержня хорошо фиксируется, например, в тисках. На второй в виде конуса и хорошо смазанный, можно солидолом, устанавливается плашка, зажатая в вороток. Затем плавными движениями вращается вороток, причем, после каждых пол-оборота желательно немного повернуть инструмент назад, для удаления стружки. Хорошая смазка обеспечивает легкость хода и предотвращение преждевременного затупления рабочих поверхностей инструмента.
Для нарезки резьбы на валах используется вот такая «приспособа».

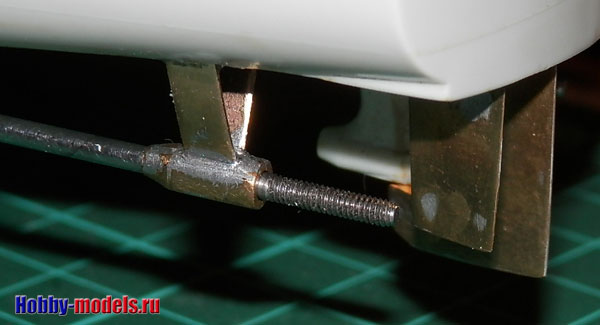
Она работает как направляющая, так как точно установить плашку, даже на конус, и нарезать резьбу строго по центру довольно сложно. В тонкой части «приспособы» просверлено отверстие диаметром вала, в нашем случае 2 мм. В толстой части закрепляется инструмент под М2. При работе, тонкая часть надевается на вал и далее производится нарезка. Эта направляющая позволяет двигаться плашке строго по центру вала. Делается такая деталь, на токарном станке, индивидуально под каждое сечение вала.
Резьба - универсальный элемент соединения любых конструкционных единиц в технике, строительстве, во всех областях хозяйствования и в быту. Она надежно фиксирует детали, но позволяет их разъединять при необходимости, не нарушая конструкционной целостности отдельных частей. Кроме функции крепежа, резьбовое соединение является одним из видов шарниров. Совершенно разные механизмы, от простых до сложных, часто содержат в себе резьбу как способ передачи движения.
Нарезка резьбы - общие сведения
Что такое резьба? Это линия, закрученная винтом, которая выглядит как выступ, имеющий вершину разной формы на цилиндрической поверхности тела. У нее есть шаг, он может быть разным и определяется как промежуток между соседними вершинами. Выступы разделяет между собой впадина. Резьба разного назначения имеет свою форму выступа.
Чтобы получить резьбу, ее нужно нарезать, то есть с помощью инструмента выбрать в металле канавку по траектории винта. Для этого существует специальный инструмент - как ручной, так и тот, который закрепляют в электрический (токарный) станок. Общим между ними является то, что резцы изготовлены из специальной крепкой стали, позволяющей легко снимать стружку со стальной заготовки.
Для получения разного качества резьбы применяют различные марки металла. Отсюда деление на крепежные, фиксирующие, ходовые, специальные. Детали на производстве нарезают квалифицированные токари. Качественная винтовая поверхность не должна иметь сколов, задиров и шероховатостей.
Виды резьбы
Резьбы выполняют много функций, отсюда их широкая классификация. Винтовые поверхности имеют различия по:
- Форме повторения поверхности, где она нарезана - цилиндрического вида, конического вида.
- Месту положения поверхности на детали, на которой ее получили - снаружи, внутри.
- Форме профильного разреза выступа - трапециеподобная, круглого вида, с прямоугольным профилем и треугольная.
- Величине отрезка между соседними вершинами винтовой линии - с мелким шагом, с крупным шагом.
- Числу заходов - однозаходного нареза, многозаходного нареза.
- Направлению, в котором линия винта огибает поверхность детали - левовращаемая, правовращаемая.
- Назначению - крепежного типа, уплотнительного крепежа, ходового использования, специального применения.
Резьбы, выполненные на заготовках из инструментальной стали, служат инструментом для нарезки всех остальных винтовых поверхностей.
Методы получения
Резьбу можно выполнить ручным способом, применяя специальные наборы для нарезки резьбы.

Эту же работу можно проводить на станках - машинным методом. В случае работ вручную изготавливают детали либо малой партией, либо единично. Чтобы нарезать много заготовок, нужно использовать соответствующее оборудование:

Нарезание винта вихревой головкой отличается от традиционного способа тем, что в контакт с заготовкой вступает не один резец, а четыре. Поочередное их врезание не дает инструменту перегреваться и, как следствие, скорость обработки материала увеличивается. Головка приводится в движение самостоятельным приводом. Полученная таким способом винтовая поверхность отличается высокими качественными показателями.
Какой инструмент
Основной инструмент для нарезки резьбы, которым получают винтовые поверхности на производстве и в домашнем хозяйстве, метчик и разнообразные резцы. Первые два режущих - универсальные, и могут быть установлены как в станок, так и в ручное приспособление. Резцы исключительно закрепляют в токарных и тому подобных машинах.
Инструмент метчик с виду напоминает винт, где вдоль него расположены канавки (пространство для отвода стружки), и с помощью которого в заготовках, в их отверстиях режут внутреннюю резьбу. Тело резца разбито на три части - это заборный, калибрующий участок и оконечный хвостовик. За последний элемент метчик фиксируют в специальном воротке. Резцы делятся на ручные, станочные и гаечные. При проведении всего комплекса работ по нарезке резьбы недостаточно одного вида метчика, их обычно три: для чернового прохода, получистовой доводки и чистовой доводки винта.
Резцами-плашками делают на деталях наружные винты - винтовые метизы, болты и шпильки. Форма плашки чем-то схожа с плоским цилиндром. В середине этого цилиндра просверлено отверстие, в котором есть резьба, но не обычная, а имеющая острые кромки. Вокруг этой резьбы также есть каналы для удаления металлической стружки. Заборная коническая часть у плашки есть с обеих сторон, между ними зона калибрации. Воротки для плашки снабжены фиксирующими болтами.
Специализированный инструмент для станков
На станках для нарезки резьбы используют специальные резцы, объединенные в следующие группы:

Как нарезать метчиком
Чтобы получить винт ручным способом при помощи метчика для нарезки резьбы, выполняют следующую последовательность действий:

Как нарезать плашкой
Работая плашкой для нарезки резьбы, важно также соблюдать некоторые правила:

Организация резьбы на трубах
Лерку для труб подбирают в строгом соотношении с диаметром заготовки. Так, трубы бывают:
- На полдюйма - соответствуют диаметру в 15 миллиметров.
- Трехчетвертные - 20 миллиметров в диаметре.
- На дюймовый диаметр - в 25 миллиметров.
- Дюйм плюс четверть - 32 труба.
Эти показатели соответствуют диаметру труб с внутренней стороны, поэтому, чтобы точно подобрать инструмент, нужно прибавлять двойную толщину стенок.
Для удобства выбора режущей оснастки на лерке для нарезки резьбы (плашке) имеется соответствующая маркировка, где:

Приспособление, удерживающее резец, с помощью которого осуществляют вращение лерки, имеет две ручки, фиксирующие болты. Направляющая с одной стороны не дает возникнуть перекосу во время работы и нарушить четкость получаемой винтовой поверхности.
Заключение
Выполняя работы по нарезке резьбы, нужно придерживаться правил техники безопасности. При этом очень важно работать в защитных рукавицах и очках, чтобы избежать повреждения кожных тканей острой металлической стружкой.
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Основные параметры
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:

Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:

Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.

Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы - диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
|
Обозначение |
отверстия,мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
|
Обозначение резьбы, дюйм |
Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
|
Ниток на дюйм |
мм | |||
| 1/8" | 2,095 | 24 | 1,058 | 0,74 |
| 3/16" | 4,762 | 24 | 1,058 | 3,41 |
| 1/4" | 6,350 | 29 | 1,270 | 4,72 |
| 5/16" | 7,938 | 18 | 1,411 | 6,13 |
| 3/8" | 9,525 | 16 | 1,588 | 7,49 |
| 7/16" | 11,112 | 14 | 1,814 | 8,79 |
|
Обозначение |
Наружный диаметр,мм | Шаг резьбы |
Внутренний отверстия.мм |
||
| трубы | резьбы |
ниток на дюйм |
мм | ||
| труб 1/4" | 13,5 | 13,158 | 19 | 1,337 | 11,8 |
| труб 3/8" | 17,0 | 16,663 | 19 | 1,337 | 15,2 |
| труб 1/2" | 21,25 | 20,956 | 14 | 1,814 | 18,9 |
| труб 3/4" | 26,75 | 26,442 | 14 | 1.814 | 24,3 |
| труб 1" | 33,5 | 33.250 | 11 | 2,399 | 30,5 |
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.

Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.

Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго - две, а на хвостовой части третьего - три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.

Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 - 2 оборота вперед (режем резьбу) - 0.5 - 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.

Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции -леркодержатель.

Необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.

Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.








