Многие люди предпочитают небольшие столярные работы выполнять дома своими руками или на даче. Это позволяет дать волю своей фантазии и сэкономить денежные средства из семейного бюджета. Но для работы с деревом требуются подручные приборы, к примеру, строгальный станок, который можно изготовить своими руками.
Возникновение строгального станка
Первый строгальный станок известен ещё со времен Леонардо Да Винчи. Но он не повлиял на развитие данного оборудования, так как все записи были утеряны. Ученый де ла Гир из Франции в 1719 году сконструировал строгальный станок, что представлял изначально модификацию токарного станка, а движение проводилось веревкой от лучка.
А сегодня существует много разнообразных строгальных станков, которые зависимо от выполняемых работ, разделяются на такие группы: аппараты общего назначения, специализированные и специальные станки.
К станкам общего назначения относят продольно-строгальные и поперечно-строгальные. Специальные станки предназначаются для выполнения определенных детальных операций, в основном, они используются в массовом производстве.
К специализированным станкам причисляют поперечно-строгальные аппараты с подвижной кареткой для работы с тяжелыми деталями, ямные продольно-строгальные станки для обработки тяжелых и крупных деталей и кромкострогальное оборудование для обработки кромок больших листов.
Продольно-строгальный станок предназначается для обработки крупных заготовок. Такие аппараты бывают одно- и двухстоечными. В процессе резания металла у продольно-строгального станка движения передаются заготовке, что предварительно зафиксирована на столе строгального станка. Его основными характеристиками являются ширина и длина строгания. Максимальная длина достигает при этом до 25, а ширина доходит до 5 метров.
Поперечно-строгальный станок используют для работы со средними или мелкими заготовками. Движения же передаются режущему инструменту, а не заготовке. Этот инструмент размещается на ползуне. Характеристикой такого строгального станка выступает длина хода ползуна, которая достигает 2,5 метров. Стол, где фиксируется заготовка, вы можете передвигать в горизонтальной и вертикальной плоскостях.
Назначение строгальных станков
Строгальные станки необходимы для обработки линейчатых поверхностей - вертикальных, горизонтальных и наклонных плоскостей. К линейчатым причисляют и фасонные поверхности, которые представляют из себя сочетание плоскостей, что расположены под разными углами.
С помощью металлообрабатывающих и деревообрабатывающих строгальных станков возможна обработка и фасонных поверхностей, на профиле которых имеются криволинейные участки, что образуются дугами окружности или сложными кривыми. На строгальных станках обрабатывают не только плоские поверхности, но и пазы, прямолинейные канавки, уступы и разные выемки. Возможна обработка металла по замкнутому контуру.
Обработке с использованием строгального станка подвергаются детали с малыми размерами и крупные поковки, сварные конструкции и отливы, что имеют длину до 12 метров, ширину до 6 метров и высоту до 3 метров. Вес подобных деталей может доходить до 200 тонн.

На строгальных станках обработку заготовки проводят по плоскости, толщине или в угол, благодаря этому пиломатериал приобретает идеальную ровность. На двухстороннем фуговальном станке одновременно совершается обработка пласта и кромки детали. На двустороннем рейсмусовом оборудовании осуществляется обработка параллельных плоскостей.
Металлорежущие станки строгального характера используют в специальных механических цехах для обработки всевозможных деталей в автомобильной промышленности. Также они встречаются во многих ремонтных мастерских и инструментальных цехах. Они хорошо подходят для работы с деталями из стали, разных сплавов цветного металла и даже некоторых видов пластмассы.
Строгальные станки по дереву применяются для обработки поверхности древесины после распиловки «начисто», изготовления пиломатериала и паркета. Они предназначены для обработки прямолинейных заготовок и фрезерования по плоскости. Использование разных наборов ножей позволяет работать с мягкими (ель, сосна) и твердыми (тополь, дуб, бук) породами древесины.
Конструкция строгального станка
Строгальный станок состоит из таких основных элементов, как ножевой вал, двигатель, рабочий стол и вальцы. Рабочий стол разделяется на две части, между ними проходит ножевой вал, который служит для срезания верхней части заготовки. Подаются заготовки автоматически или вручную. При перемещении заготовки по станку она поддерживается специальными вальцами.
Особенностью устройства строгального станка выступает механизм, что помогает регулировать толщину строгания и обеспечивает установку с точностью до десятых миллиметра. Основой строгального станка является станина, сваренная из стальных уголков, что имеют сечение 50 на 50 миллиметров. Ширина станины находится в зависимости от расстояния между опорными подшипниками вала. Корпус к станине крепят при помощи болтов. Поперечными креплениями являются арматурные прутки.
Рабочий стол изготавливают из двух половин - неподвижной и подвижной, что закреплены на рамках из уголка, который имеет сечение 25 на 25 миллиметров. Ширина обеих рамок равняется ширине станины, а длина меньше на 50 миллиметров длины столов. Столешницы делают из металлических листов толщиной 3 миллиметра.
Рамка неподвижного стола крепиться на станине сваркой с помощью стоек, что имеет сечение 10 на 40 миллиметров. Неподвижный стол со стойками, что приварены к рамке, монтируют так. Сначала он выставляется относительно строгального вала с помощью вспомогательных клиньев и брусков - строго параллельно станине. Данное положение фиксируют, приваривая стойки к станине.
Стол подвижного типа представляет из себя конструкцию треугольного сечения: в схеме строгального станка боковина и рамка со столешницей являются катетами, а опорная плита — гипотенузой прямоугольного равнобедренного треугольника. Изменить высоту стола относительно вала можно посредством перемещения опорной плиты по направляющим с помощью винтового механизма по виду талрепа.
Лист столешницы прикрепляют к рамке с помощью винтов с потайными головками. Это помогает регулировать первоначальное положение столешницы относительно неподвижного стола и вала благодаря установке прокладок. Шплинт, что закреплен на неподвижном уголке, ограничивает перемещение передвижного стола больше чем на 3 миллиметра по высоте.
При строгании разных заготовок в качестве упора предусмотрена направляющая линейка. Ее конструкция позволяет в определенных пределах менять относительно стола угол опорной поверхности. В самодельных строгальных станках применяется электродвигатель, что имеет мощность 1,5 кВт и скоростью вращения 2850 оборотов в минуту.
Принцип работы строгального станка
Заготовку на продольно-строгальном станке закрепляют на столе, что совершает возвратно-поступательное движение. Резцы закреплены в суппортах. Резец вместе с суппортом относительно обрабатываемой заготовки перемещается после двойного хода стола на размер подачи в поперечном направлении, тем самым обеспечивая срезание слоя металла, и после этого цикл повторяется.
В конструкции продольно-строгального станка имеется механизм, который обеспечивает возвратно-поступательные движения стола вместе с заготовкой и подачу резца в горизонтальном или вертикальном направлении. Станки имеют автоматическую подачу стола и резцового суппорта. Управлять ими можно с помощью центральной кнопочной станции и рукояток, что удобно расположены. Это следует учитывать перед тем, как сделать строгальный станок.

Возвратно-поступательные движения резца представляют собой главные движения, а периодическое вертикальное или поперечное перемещение стола с заготовкой - движение подачи.
Обычно в движение стол приводится от электрического мотора постоянного тока через коробку скоростей, обеспечивающую вместе с бесступенчатым регулированием скорости плавное врезание в заготовку резца и в конце рабочего хода его замедленный выход.
На основе строгальных станков общего характера изготовляют специализированные станки и аппараты, в которых процедура строгания сочетается с растачиванием, фрезерованием и шлифованием. Дистанционное управление функционирования станков совершается с подвесной кнопочной станции.
Изготовление строгального станка
Изготовление любого оборудования для обработки металла, в том числе и строгального станка своими руками, начинается с подготовки соответственного чертежа. Определитесь с размерами станка и функциями, которые он будет выполнять. Выбирайте размеры, исходя из собственных требований.
Для домашних нужд не целесообразно изготавливать большой станок. Подумайте, где он будет располагаться. Строгальный станок является громоздкой и тяжелой конструкцией, поэтому в самом начале необходимо выбрать место, где вы будете прикручивать ножки к полу. Это требуется, чтобы в процессе использования строгальный станок от вибраций не двигался.
На чертеже должны отражаться все особенности конструкции и точные размеры каждого элемента. Чертеж рекомендуется делать в двух вариантах - чистовом и черновом. Внимательно проверяйте правильность чертежа строгального станка во избежание возникновения ошибок и порчи материала.

Лучше всего основной каркас станка изготовить из стальных балок. Сварите их между собой. Приварите перекрестие между параллельными балками. Это способно придавать конструкции дополнительной жесткости и прочности. Также помните о дополнительных ребрах жесткости для крепления пилы и мотора. Наложите на остывшие и оштукатуренные балки тонкий слой грунтовки. Подождите, пока поверхность просохнет, и покрасьте конструкцию любой водостойкой краской.
Настелите сверху несколько толстых досок, которые следует прикрутить болтами и гайками. На болты нанесите перед закручиванием смазку. Между досок необходимо сделать аккуратный пропил в месте, где будет располагаться диск пилы. Поверхность досок следует тщательно зашкурить. Помните, что между досками не должно возникать больших зазоров. При желании дополнительно сделайте приспособление для прикручивания стальных тисков.
После этого необходимо установить привод диска пилы и закрутить тщательно болты креплений. Проверьте, чтобы посередине пропила располагались направляющие диска. Проверьте работоспособность механизма, который направляет доски под диск. В каркас установите дизельный или электрический мотор, который нужно подсоединить к приводу.
Если мотор является электрическим, то рекомендуется тщательно замаскировать электропровод. При использовании дизельного мотора необходимо позаботиться о специальной трубке, посредством которой выходят выхлопные газы. Теперь станок готов! Вы можете включить собранный станок и проверить его работоспособность.
Теперь вы знаете, что с помощью строгального станка можно совершать обработку металла и древесины, а точнее - строгание изделий. Но цена строгальных станков слишком высока, и рядовой хозяин вряд ли позволит себе купить такое оборудование. При большом желании вы можете самостоятельно изготовить такой станок, если будете внимательно следовать нашим рекомендациям и придерживаться инструкции.
Для придания правильной формы деталям, обеспечения точных размеров, создания гладкой поверхности в современном механизированном производстве используется строгальный станок - оборудование для обрабатывания металлических и деревянных деталей с различного вида поверхностями (фасонные, плоские) специальными резцами для придания необходимой формы и размера. В мелкосерийном производстве такие станки применяются для формирования канавок, пазов и штампов. Эти агрегаты подразделяют на два основных типа: поперечно-строгальные и продольно-строгальные.
Поперечные станки
Поперечно-строгальные станки применяются для обработки малогабаритных и средних заготовок, а также строгания узких и длинных деталей. В зависимости от привода устройства главного движения подразделяются на кулисные, кривошипные и шестеренчатые. Кулисные станки осуществляют строгание с переменной скоростью. Движение передается не обрабатываемой детали, а режущему инструменту на ползуне. Рабочий стол регулируется в горизонтальной и вертикальной плоскостях, что дает возможность строгать детали вертикально или под углом. Основной характеристикой этих станков является предельный ход ползуна, который может досягать 2,5 метра.
Продольные агрегаты
Продольно-строгальный станок предназначен для обработки деталей крупных габаритов (станин, рам, корпусов) или нескольких мелких заготовок закрепленных последовательно. В процессе строгания осуществляется возвратно-поступательное движение рабочего стола с зафиксированной на нем заготовке. Продольный строгальный станок характеризуется максимальной шириной и длинной обрабатываемой заготовки. Максимальная длина строгания при этом может достигать 25 метров, а ширина 5 метров. Подразделяются такие агрегаты на одностоечные и двухстоечные. Первые используются для обработки крупных деталей, чьи габариты выходят за пределы колонн станков двухстоечного исполнения.

Обработка древесины
Строгальный станок по дереву является одним из наиболее востребованных видов деревообрабатывающего оборудования. Применяются эти станки для обработки поверхностей древесины после распиловки. Такие агрегаты более известны, как фуговальные или рейсмусовые станки и также подразделяются на продольные и поперечные. Рабочий инструмент такого оборудования - ножевой вал. Обработка древесины осуществляется по плоскости, толщине и в угол. Широко распространены устройства комбинированного типа - фуговально-распиловочные. Такой строгальный станок дополнительно оборудован дисковой пилой. В индивидуальном, мелкосерийном производстве строгальные станки применяются для раскалывания, резания шпона, дробления.
Рейсмусовый и фуговальный станок
На фуговальном станке прямолинейные заготовки подвергаются обработке с двух соседних сторон в угол и под линейку. Основными компонентами такого станка являются: станина, рабочий стол, состоящий из двух чугунных плит, ножевой вал, привод.

Рейсмусовый строгальный станок по дереву предназначен для обработки деталей с параллельно фугованной стороны до необходимой толщины. Его основные отличия от фуговального станка заключаются в отсутствии направляющей линейки и конструкции рабочего стола. Вместо двух чугунных плит, используется сплошная шлифованная плита. Ножевой вал размещен над столом. Для задания необходимой толщины детали с помощью винтового устройства рабочий стол перемещается вниз-вверх относительно ножа.
Четырехсторонний строгальный станок
Такие станки являются одной из последних разработок строгальной техники. Они позволяют одновременно обрабатывать заготовку с четырех сторон за один проход. Причем строгание осуществляется по фасонному профилю: шпунт, гребень, четверть. Четырехсторонний строгальный станок используется при изготовлении паркетной доски, карнизов, наличников, плинтусов. По сути, это рейсмусовый, фуговальный и фрезерный станки в одном агрегате. В таких станках используется одновременно несколько режущих инструментов: горизонтальные верхний и нижний ножевой вал, прямые ножи и шпинделями для крепления фасонных ножей.

Ножи для строгального станка и ножевые валы
Ножи строгального станка - основной режущий инструмент, закрепленные в рабочем валу. Они подразделяются на толстые и тонкие. Толщина первых составляет 8-12 мм, длина 50-1200 мм и ширина 80-100 мм. Габариты тонких ножей соответственно: 2,5-5 мм, 50-1200 мм и 40 мм. Тонкие ножи - сплошные, полностью изготовлены из высококачественной инструментальной стали. На толстые ножи, со стороны режущей кромки, из такой стали наваривают слой толщиной 1,5-2 мм на половину ширины ножа. Все ножи, устанавливаемые на одном валу, должны быть одинаковой толщины и веса.
Ножевые (рабочие) валы строгальных станков могут быть цельными или составными. Цельный изготавливается из одной поковки, у составного отдельно вытачивается ось. Валы строгальных станков бывают круглые и квадратные.
Методические указания по проведению учебной станочной практики.
Часть 5. Станки строгальной группы.
1. Цель работы....................................................................................................................4
2. Назначение и классификация строгальных станков..................................................4
3. Строгальные станки.......................................................................................................6
3.1. Устройство поперечно-строгального станка модели 7М36.........................6
3.2. Продольно-строгальные станки............................................……………….8
3.3. Долбежные станки.........................................................................................10
4. Режущий и вспомогательный инструмент для строгальных работ........................11
4.1. Разновидности строгальных резцов и их применение...............................11
4.2. Специальный режущий и вспомогательный инструмент..........................12
5. Приспособления для установки и крепления обрабатываемых деталей...............15
5.1. Приспособления для установки и закрепления обрабатываемых деталей непосредственно на столе станка...................................................................................15
5.2. Универсальные приспособления..................................................................20
6. Контрольно-измерительный инструмент..................................................................23
6.1. Общие понятия...............................................................................................23
6.2. Линейки, метры..............................................................................................23
6.3. Штангенинструменты....................................................................................24
6.4. Скобы, шаблоны, щупы.................................................................................26
6.5. Угольники и угломеры..................................................................................26
7. Обработка деталей строганием..................................................................................28
7.1. Строгание деталей на поперечно-строгальных и долбежных станках....28
7.2. Строгание деталей на продольно-строгальных станках............................31
8. Организация рабочего места строгальщика..............................................................35
9. Техника безопасности.................................................................................................38
Основная литература.......................................................................................................40
Дополнительная литература...........................................................................................40
1.ЦЕЛБ РАБОТЫ
Целью прохождения студентами-механиками учебной практики на станках строгальной группы является изучение ими основных типов строгальных станков и видов работ, выполняемых на них. Ознакомление с металлорежущим и мерительным инструментом, приспособлениями применяемыми при работе на строгальных станках, способами крепления инструмента и заготовок. Освоение практических приемов работы на одном из типов строгальных станков.
После прохождения учебной практики студент должен знать:
Назначение и классификацию строгальных станков;
Основы обработки заготовок на строгальных станках;
Основной режущий и вспомогательный инструмент, используемый при выполнении строгальных работ;
Приспособления для установки и крепления обрабатываемых заготовок на строгальных и долбежных станках;
Применяемый контрольно-измерительный инструмент;
Основные способы обработки деталей строганием;
Основы организации рабочего места строгальщика;
Технику безопасности при работе на строгальных станках. Студент должен уметь:
Выполнять безопасные приемы работы;
Управлять строгальным станком;
Выполнять различные виды строгальных работ с применением приспособлений;
Назначать режимы резания при строгании в соответствии с заданием.
2.НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СТРОГАЛЬНЫХ СТАНКОВ
Строгальные станки предназначены для обработки резцами горизонтальных, вертикальных и наклонных поверхностей (плоских и линейчатых). Применяются в ремонтных и инструментальных цехах, а также в механических цехах машиностроительных заводов в условиях единичного и мелкосерийного производства.
Строгальные станки относятся к седьмой группе (согласно классификации металлорежущих станков), разработанной ЭНИИМС, и разделяются на поперечно-строгальные (3-тья подгруппа), продольно-строгальные (одностоечные - 1-я подгруппа и двухстоечные - 2-я подгруппа), долбежные (4-я подгруппа).
В продольно-строгальных станках главным движением является возвратно-поступательное движение стола, с установленной на нем заготовкой, а движением подачи - периодическое перемещение резца в поперечном направлении. В поперечно-строгальных станках, как и в долбежных, главное движение совершает закрепленный в суппорте станка резец (возвратно-поступательное движение), движением подачи является периодическое перемещение стола.
Точность обработки при строгании соответствует 11...13 квалитету, шероховатость обработанной поверхности - Ra = 3,2... 12,5 мкм.
Процесс строгания имеет много общего с точением. Особенности строгания: переменная скорость рабочего и холостого хода; резец при строгании находится под воздействием факторов резания только во время рабочего хода, а во время холостого - охлаждается; врезание резца в заготовку сопровождается ударами; подача имеет прерывистый характер и осуществляется в конце холостого хода.
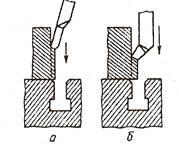
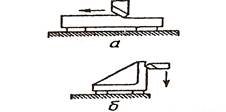
Глубина резания t при строгании равна толщине срезаемого слоя за один проход резца (рис. 1, а). При долблении глубина резания равна ширине резца (рис. 1, б). Подача при строгании s - величина перемещения детали (на поперечно-строгальных и долбежных сталях) или инструмента (на продольно-строгальных станках) в миллиметрах за один ход резца (стола) - мм/дв.ход. Скорость резания V - средняя скорость рабочего хода резца (или детали при продольном строгании),м/мин.
Рис.1: а – схема строгания, б – схема долбления
Глубину резания при черновом и получистовом строгании определяют в зависимости от припуска на обработку. Подачу выбирают максимально допустимую по технологическим требованиям (в зависимости от требований к шероховатости обработанной поверхности, прочности державки резца, прочности механизмов станка и т.д.). Скорость резания рассчитывают по полуэмпирической формуле
V=C v /(T m ∙t x ∙S y) , м/мин
где С v- константа, учитывающая условия обработки (применение СОЖ, геометрия резца и т.д.); T - период стойкости резца, мин; т, х, у - показатели степени. Величины С v, Т, т, х, у - берутся из нормативно-справочной литературы.
В эту формулу вводят поправочный коэффициент на тип станка (для продольно-строгальных - 1,0; для поперечно-строгальных - 0,8; для долбежных-0,6). По найденной скорости резания определяют число двойных ходов резца (или стола). Согласно паспорту станка принимают ближайшее меньшее значение двойных ходов в минуту и затем определяют фактическую среднюю скорость резания. Выбранный режим проверяют по мощности.
3. СТРОГАЛЬНЫЕ СТАНКИ
3.1. Устройство поперечно-строгального станка модели 7М36
Поперечно-строгальный станок с гидравлическим приводом модели 7М36 является универсальным и предназначен для обработки резцом плоских и фасонных поверхностей в индивидуальном и мелкосерийном производстве.
Основные узлы станка
Данный раздел изучается с помощью мастера производственного обучения, который объясняет принцип работы станка и показывает его основные узлы до начала работы студентов на станке. Содержание раздела в отчете по станочной практике студентом не отражается.
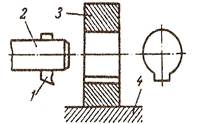
Станок состоит из следующих основных узлов: станины 1, коробки подач 2, ползуна с цилиндром 3, гидравлического привода 4, суппорта 5, стола 6, механизма механической подачи суппорта 7 и электрооборудования 8 (рис. 2).
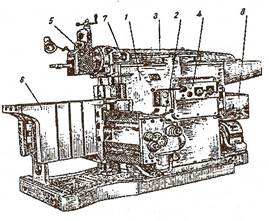
Рис. 2. Поперечно-строгальный станок с гидравлическим приводом модели 7М36. Пояснения в тексте
Станина станка представляет собой литой чугунный корпус коробчатой формы, усиленный внутренними продольными и поперечными ребрами жесткости, укрепленный на фундаментной плите. На передней стенке станины расположены направляющие для вертикального перемещения стола. На верхней части станины имеются прямоугольные направляющие, по которым перемещается ползун. К задней стенке станины крепится гидронасоса, к правой стенке крепится плита с гидропанелью. На левой стенке предусмотрено окно для монтажа внутри станины гидропривода. Емкостью для масла гидросистемы станка служит внутренняя часть станины.
Коробка подач расположена с правой стороны поперечины станка и предназначена для осуществления поперечных и вертикальных подач стола на каждый двойной ход ползуна, а также для быстрого перемещения стола в горизонтальном и вертикальном направлениях. Ускоренное перемещение стола в этих направлениях осуществляется отдельным электродвигателем
Ползун с цилиндром является одним из основных узлов станка. Он предназначен для передачи прямолинейных возвратно-поступательных движений резцовому суппорту и состоит из длинной чугунной полой отливки с прямоугольными направляющими и гидравлического цилиндра. Гидравлический цилиндр представляет собой стальную трубу с закрепленными на концах крышками. Внутри цилиндра находится поршень со штоком, конец которого соединяется с ползуном.
Гидравлический привод предназначен для осуществления главного движения - возвратно-поступательного перемещения ползуна, поперечной и вертикальной подач стола, пуска и останова ползуна в любом положении. Гидропривод дает возможность осуществить бесступенчатое изменение скорости главного движения и скорости подачи.
Суппорт предназначен для закрепления и подачи режущего инструмента. Суппорт может перемещаться в ручную и механически. Строгание под углом осуществляется путем поворота суппорта вокруг горизонтальной оси, необходимое положение которого фиксируется. Отсчет угла поворота производится по шкале, нанесенной на поворотном кругу.
Узел "стол" состоит из стола коробчатой формы с Т-образными пазами для крепления обрабатываемых деталей и приспособлений, вертикальной плиты, имеющей с одной стороны горизонтальные прямоугольные направляющие для перемещения по поперечине, а с другой - горизонтальные Т-образные пазы для закрепления приспособлений при снятом столе, и поперечины, представляющей собой балку с горизонтальными и вертикальными прямоугольными направляющими. По горизонтальным направляющим перемещается вертикальная плита с прикрепленным к ней столом, а по вертикальным - поперечина. Горизонтальное перемещение стола осуществляется при помощи винтовой пары, гайка которой прикреплена к вертикальной плите, а винт соединен с коробкой подач. Вертикальное перемещение стола осуществляется при помощи червячного редуктора. Как в горизонтальном, так и в вертикальном направлениях стол может перемещаться и механически и вручную.
Электрооборудование. К электрооборудованию станка относятся: электродвигатель главного привода, электродвигатель привода ускоренных перемещений стола, электромагнит подъема откидной доски с резцом во время холостого хода ползуна, токосъемник и электроаппаратура. Защита электродвигателей и аппаратуры от тока короткого замыкания производится плавкими предохранителями, а защита главного электродвигателя от перегрузок - тепловым реле. Включение электрооборудования станка осуществляется пакетным выключателем, расположенным на задней стенке электрошкафа. Электрооборудование, смонтированное на станке, выполнено на напряжение 380 В.
3.2. Продольно-строгальные станки
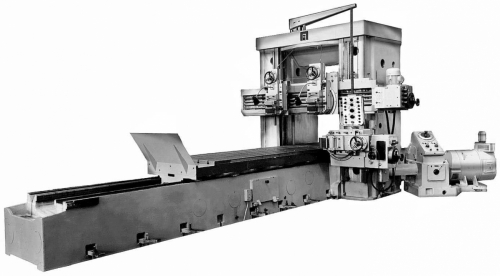
Продольно-строгальные станки подразделяются на одностоечные и двухстоечные в чисто строгальном (рис. 3) и комбинированных исполнениях, кромкострогальные, ямные и портально-строгальные. Одностоечные станки предназначены для обработки плоскостей крупногабаритных и тяжелых деталей большой ширины и длины.
Станок имеет два вертикальных и один боковой правый суппорты. Привод стола осуществляется от реверсивного электродвигателя постоянного тока через двухскоростную коробку скоростей и червячно-реечную передачу. Бесступенчатое и независимое регулирование скоростей рабочего и обратного ходов стола производится электроприводом по системе генератор -двигатель. Привод станка обеспечивает плавное врезание резца и замедленный выход его из обрабатываемой детали. Управление станком производится с пульта управления и подвесной кнопочной станции.
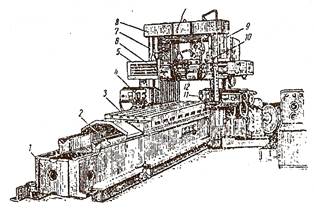
Рис. 3. Продольно-строгальный двухстоечный станок модели 7231А
На одностоечных и двухстоечных продольно-строгальных станках могут обрабатываться и детали средних размеров, тогда на столе станка их устанавливают рядами с целью более полного и рационального использования габаритов и хода стола.
Комбинированные продольно-строгальные станки предназначены для строгания и фрезерования (модели 7243Ф, 7288Ф), для строгания, фрезерования и шлифования (модель 7225) с одной установки крупногабаритных изделий. Каждый такой станок оснащен тремя строгальными суппортами (два вертикальных на поперечине и один горизонтальный боковой на стойке) и двумя фрезерными суппортами (один вертикальный на поперечине и один горизонтальный на стойке). Станок модели 7225 оснащен еще и шлифовальной головкой.
Кромкострогальные станки предназначены для строгания кромок листов, а также снятия фасок под различными углами. Обрабатываемый лист на таких станках прижимается к неподвижному столу подвижным прижимным устройством, смонтированным на каретке в виде трех подпружиненных роликов с регулируемым усилием прижатия листов. Кроме того, лист дополнительно прикрепляется вручную прихватами. Строгание кромок листов производится двумя суппортами при прямом и. обратном ходе каретки. Электропривод перемещения каретки выполнен по системе генератор-двигатель и обеспечивает бесступенчатое регулирование скоростей хода каретки. Управление станком осуществляется с пульта управления на каретке.
Ямные продольно-строгальные и портально-строгальные станки предназначены для обработки тяжелых деталей крупных размеров (станин прокатных станов, рам крупных двигателей и т.п.). В отличие от обычных продольно-строгальных станков в ямных строгальных станках обрабатываемая деталь устанавливается на горизонтальной или вертикальной плитах, расположенных в яме, а порталу станка, состоящему их двух стоек и поперечины с вертикальными суппортами, сообщается возвратно-поступательное движение.
3.3. Долбежные станки
Долбежные станки применяют для обработки внутренних (шпоночные канавки, пазы, многогранные отверстия) и наружных плоских и линейчатых поверхностей.
Принцип работы долбежных станков рассмотрим на примере работы долбежного станка модели 7430 (рис. 4).
Характеристика станка. Пределы хода долбяка от 20 до 320 мм; диаметр рабочей поверхности стола 500 мм; пределы чисел двойных ходов долбяка от 40 до 163 дв.ход/мин; мощность электродвигателя главного движения 3 кВт.
![]()
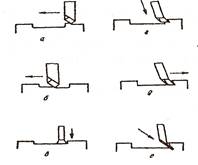
Рис. 5. Схемы применения основных типов строгальных резцов: а - проходной для обработки горизонтальных плоскостей со свободным выходом резца; б - проходной для обработки горизонтальных плоскостей, если резец не имеет свободного выхода; в -подрезной; г, д - комбинированные для обработки вертикальных и горизонтальных плоскостей; е - подрезной для обработки вертикальных плоскостей большой ширины с большой подачей; ж, з - отогнутый для обработки угловых плоскостей; и, л -боковой для обработки различных пазов; к - прорезной; м – фасонный
4.2. Специальный режущий и вспомогательный инструмент
Сборные строгальные резцы с механическим креплением режущих пластинок из быстрорежущей стали. На рис. 6 приведены некоторые типы сборных строгальных резцов с механическим креплением режущих пластинок из быстрорежущей стали, предназначенных для тонкого строгания разнообразных поверхностей корпусных деталей: станин, кареток, стоек, салазок и т.д.
Строгальные резцы с напайными пластинками из твердого сплава. Такие резцы, предназначены для тонкого строгания корпусных деталей (рис. 7).
Строгальные резцы с клиновым креплением режущих вставок. На рис. 8 показан строгальный резец с клиновым креплением режущей вставки, состоящий из державки и режущей вставки (рис. 8, а), а на рис. 8, б - набор режущих вставок, из которых можно быстро собрать необходимый тип строгального резца. Режущая вставка усилием резания заклинивается в державке и удерживается в дальнейшем в таком положении
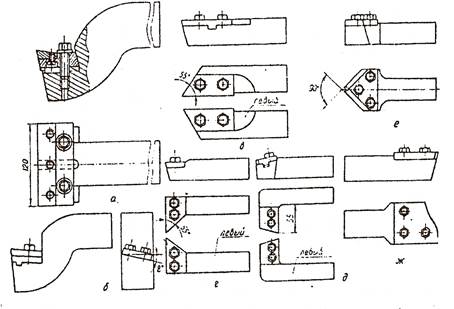
Рис.6. Строгальные чистовые резцы с механическим креплением режущих пластин из быстрорежущей стали: а, б - для обработки плоскостей; в - для обрезки; г - для обработки направляющих типа "ласточкин хвост"; д - подрезной; е - для обработки V- образных направляющих; ж- профильный
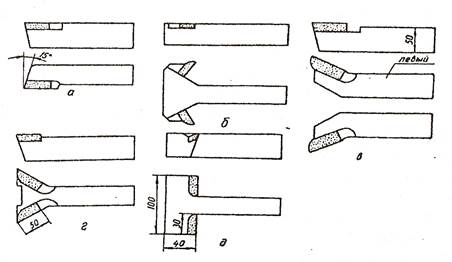
Рис. 7. Строгальные резцы с напайными пластинками из твердого сплава: а - для обрезки;
б - наклонно-подрезной; в - односторонний для обработки направляющих типа "ласточкин хвост";
г - двусторонний для обработки направляющих типа "ласточкин хвост";
д - для двусторонней подрезки.
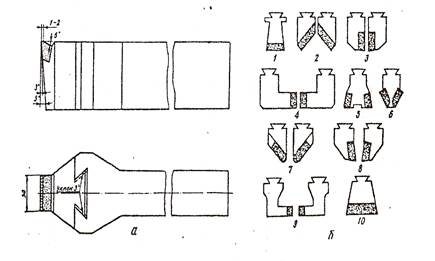
Рис. 8. Строгальный резец с клиновым креплением сменных режущих вставок с напайными пластинками из твёрдого сплава: 1 - прорезная чистовая; - проходная правая и левая; 3 - обрезная правая и левая; 5 - калибровочная; 6-фасочная; 7 - универсальная правая и левая; 8 - для обработки направляющих типа «ласточкин хвост» правая и левая;
9 - для обработки Т-образных пазов правая и левая; 10 - чистовая широкая
Многолезвийный строгальный резец с механическим креплением режущей пластинки. Преимущество такого резца заключается в том, что в калиброванный паз державки резца можно вставить необходимую многолезвийную пластинку. При затуплении лезвий с одной стороны пластинку поворачивают на угол 180° и работают другими лезвиями.
Повышение производительности труда при работе на строгальных станках во многом зависит и от конструкции вспомогательных инструментов -резцедержателей, державок и т.п. Применение универсальных резцедержателей позволяет обрабатывать детали под различными углами. Некоторые из них оснащены откидными планками, предназначенными для приподнимания резца при обратном ходе стола станка. Использование такого вспомогательного инструмента сокращает время, облегчает труд станочников, повышает производительность.
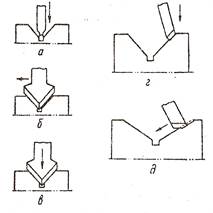
Для сокращения машинного времени при строгании следует стремиться к увеличению глубины резания (при заданном припуске на обработку), подачи и скорости резания. Для этой цели и для полного использования мощности станка целесообразно применять многорезцовое строгание с делением подачи и снимаемого припуска по глубине резания между резцами (рис. 9).
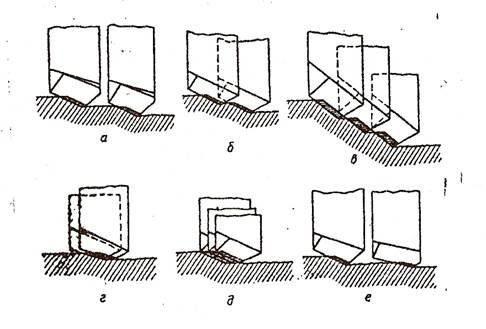
Рис. 9. Схемы многорезцового строгания: а-строгания с разделением глубины резания между двумя резцами в специальных многорезцовых головках; в - строгания с разделением глубины резания между тремя резцами; г, д - строгания с разделением подачи между двумя и тремя резцами; е - многорезцовая наладка с черновым резцом
и резцом с калибрующей кромкой
5. ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ И КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
5.1. Приспособления для установки и закрепления обрабатываемых деталей непосредственно на столе станка
Установка и крепление обрабатываемых деталей, независимо от их габаритов, формы и вида обработки, на столе строгального станка производятся при помощи нормализованных деталей, узлов и приспособлений. К нормализованным зажимным деталям относятся болты, гайки, прихваты, подкладки, прижимные планки, универсальные опоры, угольники и т.д. (рис. 10). Из различных сочетаний этих деталей собирают нормализованные зажимные узлы (рис. 11).
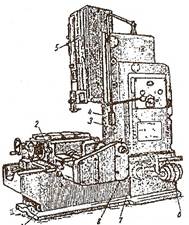
Рис. 4. Долбежный станок модели 7430
Движения в станке осуществляются следующим образом. Обрабатываемая деталь может получать продольную, поперечную или круговую подачи. Для этого на основном столе станка 2, расположенном на горизонтальных направляющих станины, помещен другой вращающийся круглый стол с делительным механизмом. Резец закреплен на ползуне 5, установленном на вертикальных направляющих станины, и ему сообщается возвратно-поступательное движение в вертикальном направлении. На фундаментной плите 1 в станине станка 7 расположены все механизмы станка. В вертикальных направляющих, расположенных на корпусе станка 3, движется ползун 5, совершающий вниз рабочий и вверх холостой ходы.
В резцедержателе крепят резец. Деталь устанавливают на столе 2, Станок имеет коробку подач 8, пульт управления 4 и электродвигатель 6.
4. РЕЖУЩИЙ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ
СТРОГАЛЬНЫХ РАБОТ
4.1. Разновидности строгальных резцов и их применение
Резцы являются основным режущим инструментом, применяемым на строгальных станках. Строгальные резцы подразделяются:
а) по расположению режущей кромки - на правые и левые;
б) по виду выполняемой работы - на проходные, подрезные, отрезные, прорезные, фасонные, фасонные;
в) по характеру обработки - на черновые и чистовые;
г) по расположению головки относительно стержня резца - на прямые и отогнутые;
д) по способу изготовления - на цельные и составные.
В настоящее время строгальные резцы в основном изготавливают составными, т.е. головки резцов (режущая часть) - это пластины из быстрорежущей стали или твердого сплава, а стержни выполнены из качественной конструкционной стали - сталь 45,50,40Х.
Схемы применения основных типов строгальных резцов показаны на рис. 5.
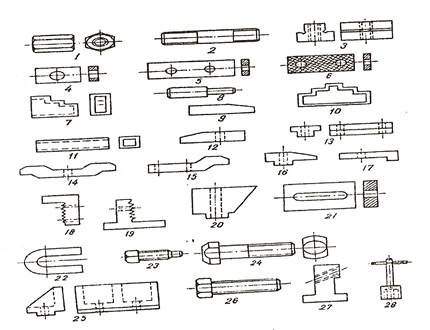
Рис 10. Нормированные зажимные детали: 1- гайка; 2 - шпилька; 3 - сухарь; 4,W№ -планки;
7,11 - подкладки; 8,16,20-упоры; 9 -клин; 10-опора ступенчатая; 12,14,15,17 -прихваты;
13-колодкаупорная; 8,19-опоры составные универсальные; 23-винт установочный; 24-винт пазовый; 25-угольник; 26-болт; 27-колодка прижимная;
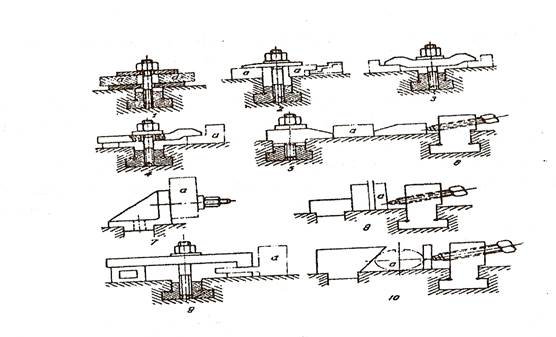
Рис. 11. Нормализованные зажимные узлы, собираемые из нормализованных зажимных деталей: 1,2,3,4,9 - винтовые прихваты;5,6 - клиновый зажим;7 - крепление на угольнике; 8,10 - винтовые зажимы; d – деталь
Если обрабатываемые детали сложной формы и крепление их на столе станка затруднено, их крепят на установочных угольниках (рис. 12). Для надежного крепления деталей, имеющих неровную поверхность, применяют прижимы с самоустанавливающейся шаровой опорой (рис. 13).
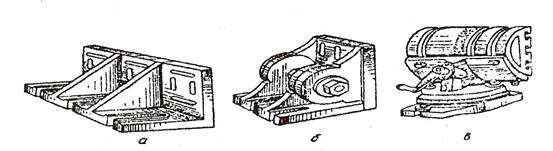
Рис. 12. Установочные угольники для закрепления обрабатываемых деталей: а - обычный;
б - поворотный; в – универсальный
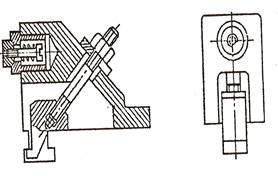
Рис. 13. Прижим с самоустанавливающейся шаровой опорой
На рисунке 14 показаны клиновые прижимы, предназначенные для поперечного и продольного крепления деталей.
Для установки на столах станков корпусных деталей применяют регулируемые опоры - винтовые и клиновые домкраты, распорные винты, опорные разъемные колодки, а также наборы мерных подкладок.
Винтовые домкраты обычно применяют для установки деталей с необработанными установочными поверхностями. Они бывают различных конструкций, в зависимости от грузоподъемности, высоты подъема и устройства опорных частей (рис. 15).
Клиновые домкраты (рис. 16) применяются для установки деталей при чистовой обработке. Они позволяют осуществлять вертикальное перемещение устанавливаемой детали с большой точностью (0,01-0,03 мм).
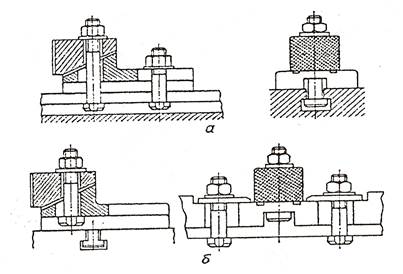
Рис. 14. Клиновые прижимы для крепления деталей: а - поперечного; б - продольного
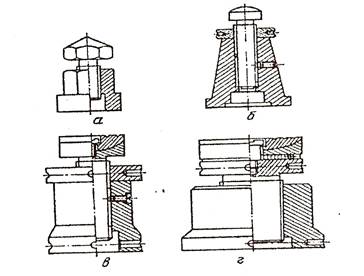
Рис. 15. Винтовые домкраты: а и б-простые; в и г - со сферическими самоустанавливающимися шайбами
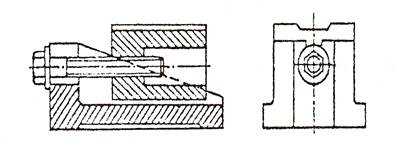
Рис. 16. Клиновый домкрат
Для установки высоких, неустойчивых деталей со свисающими концами и создания им дополнительных опор применяют распорные винты (рис. 17).
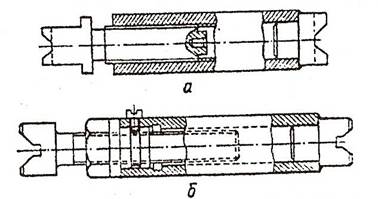
Рис. 17. Распорные винты: а - изготовляют длиной до 400 мм; б - изготовляют длиной от
400 до 2 600 мм
Применение составных подставок позволяет уменьшить время на подбор опор необходимой высоты (рис. 18). В качестве стационарных опор под обрабатываемые детали применяют наборы мерных подкладок (рис. 19). Для крупного продольного строгального станка достаточен, например, набор из восьми подкладок различных размеров (таб. 1). Из 1 - 3 подкладок этого набора можно собрать опоры необходимой высоты.
Рис. 18. Составные подставки
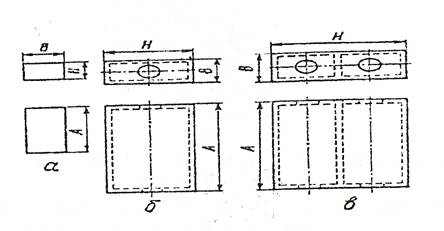
Рис. 19. Мерные подкладки
Таблица 1
Набор мерных подкладок для крупного продольно-строгального станка
5.2. Универсальные приспособления
К универсальным приспособлениям относятся: машинные (станочные) тиски, поворотные и делительные столы, делительные головки и др. Наибольшее применение на строгальных станках получили машинные тиски.
Машинные тиски применяют для закрепления обрабатываемых деталей на поперечно-строгальных станках. Они подразделяются на простые, поворотные и универсальные (рис. 20).
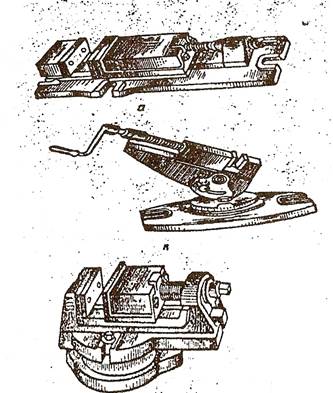
Рис. 20. Машинные тиски, а - простые; б - поворотные; в – универсальные
Машинные тиски крепятся на столе строгального станка при помощи болтов, головки которых вводят в Т-образные пазы стола. Наиболее жесткими являются простые тиски. Поворотные тиски менее жесткие, но зато обрабатываемую деталь можно повернуть в горизонтальной плоскости на необходимый угол, величина которого отсчитывается по лимбу.
В отличие от поворотных, универсальные тиски позволяют поворачивать обрабатываемую деталь, как в горизонтальной, так и в вертикальной плоскостях.
Станочные тиски изготовляются с ручным, гидравлическим и пневматическим приводом. Применение тисков с механизированным приводом позволяет облегчить труд рабочего и уменьшить время на закрепление и раскрепление обрабатываемых деталей, а также обеспечивает получение максимальной точности обработки.
Поворотные столы (рис. 21) применяются для установки и закрепления обрабатываемых деталей при строгании прямолинейных участков под различными углами друг к другу.
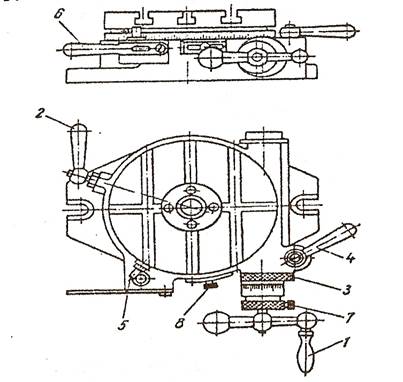
Рис. 21. Поворотный стол: 1 - рукоятка для поворота стола; 2 - рукоятка для стопорения поворотной части стола; 3 - гильза эксцентриковая для вывода из зацепления и регулировки зазора червячной пары; 4 - рукоятка для стопорения эксцентриковой гильзы; 5 -передвижной ограничитель поворота стола; 6-рукоятка для освобождения ограничителя поворота стола; 7 - винт для фиксации лимба; 8 - винт для фиксации рискоуказателя
Обрабатываемые детали могут закрепляться непосредственно на столе, а также с помощью установочно-зажимных приспособлений. Поворотные столы могут применяться и как делительные приспособления. Отсчет делений производится по шкале стола с ценой деления 1 и по лимбу с ценой деления 2.
Делительные столы (рис. 22) предназначены для установки и закрепления обрабатываемых деталей при механической обработке, связанной с делением на
2, 3, 4, 6, 12 и 24 части, на строгальных и других станках. Детали закрепляются как непосредственно на столе, так и с помощью установочно-зажимных приспособлений. Наладка на требуемое деление производится заменой перекрывающего диска. Поворот стола осуществляется вручную.
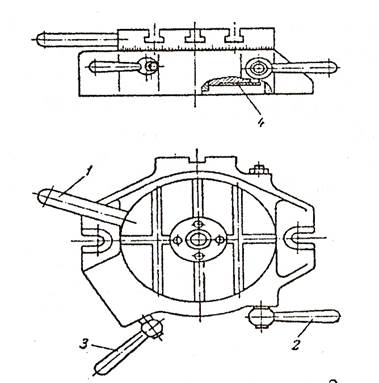
Рис. 22. Делительный стол: I - рукоятка для поворота стола; 2 - рукоятка для стопорения поворотной части стола; 3 - рукоятка фиксатора; 4 - перекрывающий диск
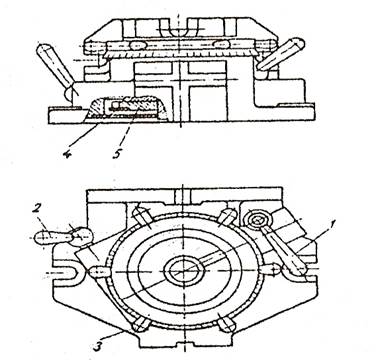
Рис. 23. Делительная головка: 1 - рукоятка для вывода фиксатора; 2 - рукоятка для закрепления шпинделя; 3 - рукоятка для поворота шпинделя; 4 - сменный перекрывающий диск; 5 - сменный делительный диск
Делительные головки (рис. 23) предназначены для установки, закрепления и поворота обрабатываемых деталей при механической обработке на строгальных и других станках. Головки имеют сменный делительный диск с 24 впадинами, которые обеспечивают поворот шпинделя на углы, кратные 15 . Поворот шпинделя на другие углы производится при замене основного делительного диска с соответствующим расположением необходимого количества впадин. Перекрытие нерабочих впадин делительного диска обеспечивается специальным перекрывающим диском. Конструкция делительной головки позволяет также производить деление по шкале с ценой деления 1 , нанесенной на фланце шпинделя. Ось шпинделя делительной головки может устанавливаться горизонтально или вертикально и оснащаться трехкулачковым патроном.
6. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
6.1. Общее понятие
Детали, подлежащие обработке, обрабатываемые и обработанные, подвергают контролю (измерению), т.е. определяют степень точности их изготовления путем сравнения размеров, полученных при измерении, с размерами, указанными в чертеже. На точность измерений влияет качество самого измерительного инструмента, умение пользоваться измерительным инструментом, условия работы, метод измерений и др. Наиболее широкое применение на заводах получил контактный метод измерения. Он основан на непосредственном соприкосновении измерительного инструмента с измеряемой деталью. Строгальщики применяют следующие стандартные контрольно-измерительные инструменты - линейки, метры, штангенинструменты (штангенциркули, штангенглубиномеры, штангенрейсмасы), калибры, шаблоны, угольники, угломеры, индикаторы, поверочные линейки и др.
6.2. Линейки, метры
Линейки измерительные металлические изготовляются с одной или двумя шкалами с пределами измерений 150, 300, 500 и 1 000 мм. Они предназначены для наружных и внутренних измерений с точностью до 0,5 мм. На линейках нанесены деления (штрихи) на расстоянии 0,5 или 1 мм друг от друга. Началом шкалы линейки служит торцовая грань, перпендикулярная к продольному ребру линейки. Конец линейки закруглен и имеет отверстие для подвешивания. Линейки изготовляются из стальной пружинной термообработанной ленты со светлой полированной поверхностью.
Метры складные металлические предназначены для линейных измерений с точностью 0,5 мм путем непосредственного сравнения измеряемых размеров со шкалой мер. Метры изготовляются из десяти стальных упругих пластин-звеньев, шарнирно соединенных между собой. В развернутом виде такой метр имеет длину 1 000 мм. На каждой пластине нанесены деления (штрихи) на расстоянии 1 мм друг от друга. Пластины-звенья изготовляются из холоднокатаной светлой полированной стальной ленты. Началом и концом метра служат торцовые грани, перпендикулярные к продольным рёбрам метра.
6.3. Штангенинструменты
Штангенциркули выпускают трех типов: с двусторонним и односторонним расположением губок (рис. 24).
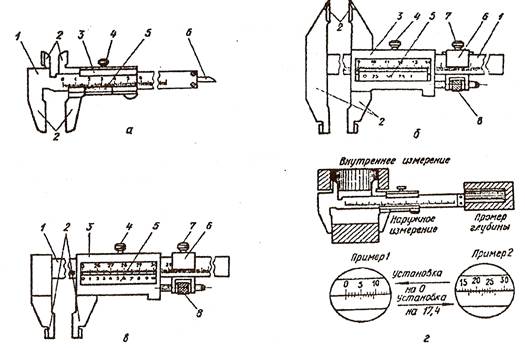
Рис.24. Штангенциркули: а-типШЦ-1 с двусторонними т губками; б-типШЦ-П с двусторонними губками; в - тип ШЦ-111 с односторонними т губками;
г - примеры измерения
Штангенциркули предназначены для наружных и внутренних измерений, для измерения глубин и высот с пределом измерений 0,.. 125, 0...200, 0...320 и 0...500 мм с величиной отсчета по нониусу 0,95 и 0,1 мм. Они состоят из штанги 1 с делениями через 1 мм, рамки 3 с нониусом 5, имеющим десять равных делений на длине 9 мм, т.е. каждое деление шкалы нониуса меньше деления шкалы штанги на 0,1 мм, линейки глубиномера 6 и винта 4. Штанга и рамка имеют две верхние (для внутренних измерений) и две нижние (для наружных измерений) губки 2. Рамка 3 при измерении передвигается по штанге и может быть закреплена в нужном положении винтом 4. Вместе с рамкой передвигается по пазу штанги линейка глубиномера б, которая предназначена для измерения глубин. При измерении сначала отсчитывают по шкале целое число миллиметров, а затем при помощи нониуса определяют десятые доли миллиметра, которые затем прибавляют к целому числу.
Штангенглубиномер (рис. 25) предназначен для измерения глубины пазов, проемов и т.д. Штангенглубиномеры изготовляются с пределами измерений 0...200, 0...320 мм с величиной отсчета по нониусу 0,05 мм и с пределами измерений 0...500 с величиной отсчета по нониусу 0,1 мм.
Он состоит из штанги 1 с делениями через 1 мм, траверсы 3 с нониусом 2, устройства микрометрической подачи 4 с гайкой 7 и зажимных винтов 5,6.
При измерении траверса своим основанием ставится на края пазов или проемов, а штанга опускается до соприкосновения торца штанги с днищем измеряемого углубления.
Штангенрейсмас предназначен для измерения высот от плоских поверхностей и для разметки деталей (рис. 26). Штангенрейсмасы изготовляются с пределами измерений 0...250, 40...400, 60...630 мм с величиной отсчета по нониусу 0,05 мм и 60...630, 100...1000, 600...1600,1500...2500 мм с величиной отсчета по нониусу 0,1 мм. Штангенрейсмас состоит из штанги 1 с делениями через 1 мм, жестко закрепленной на основании 4, подвижной рамки 3 с нониусом 2, устройства микрометрической подачи 7 с гайкой 8, зажимных винтов 9, 10 и сменных ножек 5, 6 соответственно для измерения высот и для разметки.
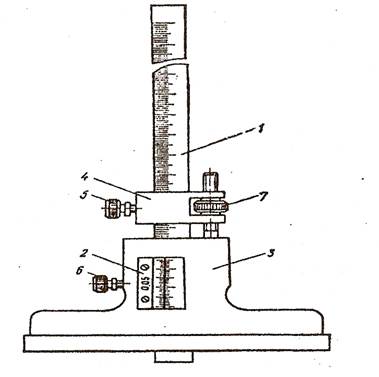
Рис 25. Штангенглубиномер
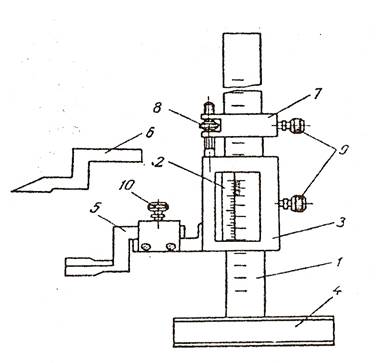
Рис.26. Штангенрейсмас
6.4. Скобы, шаблоны, щупы
Для проверки длин применяются скобы листовые односторонние или двусторонние. В измерительной части они имеют два размера: один для наибольшего, проходного (сокращенно ПР), а другой для наименьшего, непроходного (сокращенно НЕ) предельного размера детали.
Шаблоны применяют для проверки длины, ширины, глубины, радиуса и т.д. Радиусные шаблоны стандартизированы и применяются для проверки радиусов выпуклых и вогнутых поверхностей от 1 до 25 мм. Они выпускаются наборами с номинальными измерительными радиусами: №1 от 1 до 6 мм, №2 от 8 до 25 мм, №3 от 7 до 25 мм. Проверка производится путем прикладывания шаблона к детали и определения отклонения на просвет.
Щупы предназначены для проверки величин зазоров между поверхностями. Изготовляются наборами от 9 до 17 штук с номинальными толщинами: №1 от 0,02 до 0,1 мм, №2 от 0,02 до 0,5мм, №3 от 0,55 до 1 мм и №4 от 0,1 до 1 мм.
6.5. Угольники и угломеры
Угольники предназначены для разметки и контроля наружных и внутренних прямых углов, для контроля взаимно перпендикулярного расположения деталей при монтаже оборудования и для проверки точности оборудования.
Для строгальных работ применяют угольники типов УЛП, УЛШ, УП, УШ 0,1-го и 2-го классов точности следующих размеров: 60 х 40, 100 х 60, 160 х 100, 250 х 160, 400 х 250, 630 х 400, 1 000 х 630 и 1 600 х 1 000 мм. В указанных размерах первая цифра обозначает размер длинной стороны, а вторая - короткой. При контроле наружных углов деталей угольник прикладывают к плоскости проверяемого угла внутренней стороной, а при контроле внутренних углов - наружной стороной. Причем угольник прикладывается одной стороной к плоскости проверяемого угла детали, а по второй стороне угольника на просвет определяют точность выполнения угла.
Угломеры с нониусом выпускаются двух типов: УН - для измерения наружных и внутренних углов и УМ - для измерения наружных углов (рис. 27).
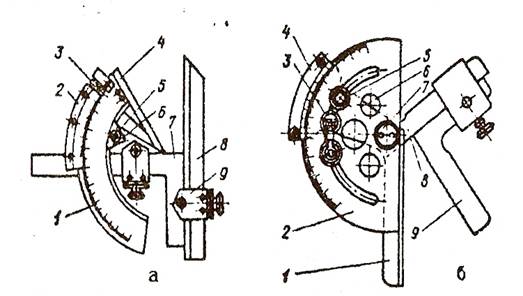
Рис. 27. Угломеры с нониусом: а - тип УН; б - тип УМ
Угломеры типа УН выпускаются с пределами измерений наружных углов от 0 до 180 , внутренних - от 40 до 180 с величиной отсчета по нониусу 2" и 5". Они состоят из основания 1, нониуса 2, микрометрического винта подачи 3, линейки основания 4, стопора 5, сектора 6, угольника 7, линейки съемной 8 и державок 9.
Угломеры типа УМ выпускаются с пределами измерений наружных углов от 0 до 180 с величиной отсчета по нониусу 15". Они состоят из линейки основания 1, основания 2, микрометрического винта подачи 3, нониуса 4, стопора 5, сектора 6, оси 7, линейки подвижной 8 и угольника 9.
Измерение углов производится путем различных перемещений соответствующих деталей угломера. Так, например, при измерении угломером типа УМ углов от 0 до 90 на подвижную линейку 8 надевается добавочный угольник 9, а при измерении углов больше 90 линейку основания 1 и подвижную линейку 8 накладывают на поверхности, между которыми измеряют угол, и по шкале на основании 2 и нониусу 4 определяют величину измеряемого угла.
7. ОБРАБОТКА ДЕТАЛЕЙ СТРОГАНИЕМ
7.1. Строгание деталей на поперечно-строгальных и долбежных
Строгание горизонтальных плоскостей. Перед началом обработки необходимо проверить крепление и правильность положения детали в тисках или на столе станка. Для создания большей жесткости суппорт поднимают вверх настолько, чтобы направляющие салазки снизу выступали не более чем на 5 - 10 мм, а резец закрепляется в резцедержателе суппорта с наименьшим вылетом. Поднимают стол станка, сближая обрабатываемую деталь с резцом.
Резец на заданную глубину может устанавливаться различными способами:
а) приблизительно, с гарантированным недоводом резца до заданной глубины (затем пробными проходами резца и масштабной линейкой добиваются требуемой глубины резания);
б) при помощи делений на лимбе винта подачи суппорта;
в) при помощи штангенрейсмаса;
г) при помощи установочной колодки (рис. 28, а);
д) при помощи измерительных плиток (рис. 28, б);
е) при помощи специальных приспособлений.
Затем устанавливается и регулируется длина хода, положение ползуна относительно обрабатываемой детали и закрепляется суппорт боковым стопором. Выбирают и устанавливают на станке необходимые режимы резания (глубину, подачу и скорость) и приступают к строганию.
В зависимости от технических требований различают черновое и чистовое строгание. При черновом строгании работают с наибольшей глубиной и подачей. Обрабатываемую плоскость строгают в зависимости от припуска в один или несколько проходов. После обработки проверяют соответствие полученных размеров размерам, заданным чертежом.
При чистовом строгании точность и чистота обрабатываемых поверхностей зависят от выбранных режимов резания, геометрии режущей части резцов, и точности и жесткости технологической системы. Для чистового строгания в зависимости от габаритов обрабатываемых плоскостей и технических требований оставляют припуск на обработку 0,5... 1,5 мм.
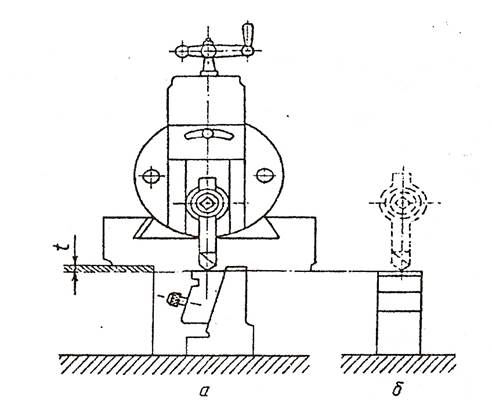
Рис. 28. Установка резца на заданную глубину резания: а - при помощи установочной колодки; б - при помощи измерительных плиток
Строгание вертикальных и горизонтальных плоскостей. На поперечно-строгальных станках обычно строгают вертикальные плоскости в горизонтальном положении, т.к. высота строгания в вертикальной плоскости ограничена. Строгание вертикальных и горизонтальных плоскостей производят в основном тогда, когда необходимо обработать вертикальные и горизонтальные плоскости с одной установки.
Строгание наклонных плоскостей. Наклонные плоскости, как и вертикальные, при возможности следует обрабатывать, как горизонтальные. Для строгания наклонных поверхностей поворачивают на соответствующий угол суппорт и поворотную доску.
Строгание пазов и канавок. Для строгания пазов и канавок применяют прорезные резцы. Вертикальная подача осуществляется суппортом. При строгании глухих пазов для входа и выхода резца по концам намеченного паза засверливают глухие отверстия диаметром и глубиной несколько большими размеров паза.
Наиболее распространенные схемы обработки деталей на поперечно-строгальных станках приведены в таблице 2.
Таблица 2
Схемы обработки деталей на поперечно-строгальных станках
| Схема обработки | |
 | Строгание горизонтальных плоскостей Поворотная часть суппорта ставится на ноль градусов, а откидная доска - в среднее положение. |
 | Строгание вертикальных плоскостей Строгание производится по схеме (а) при применении подрезных резцов или по схем (б) при применении проходных резцов. Подрезные резцы применяются в тех случаях, когда есть опасность застрагивания стола станка. Устанавливать детали на стол станка необходимо так, чтобы обрабатываемая поверхность находилась над пазом стола для возможности выхода резца. |
 | Строгание пазов типа ""ласточкин хвост Строгание верхних горизонтальных плоскостей (а). Строгание нижней горизонтальной плоскости (б). Строгание вертикальных плоскостей (в). Строгание наклонной плоскости (г). Строгание нижней горизонтальной плоскости (д). Прорезание канавки (е). |
 | Обработка призм При обработке сначала прорезается канавка (а). Если наклонная плоскость имеет значительную ширину, то обработка производится фасонным резцом с горизонтальной подачей (б). При малой ширине наклонной плоскости производится; обработка всего профиля сразу фасонным резцом с применением вертикальной подачи (в). Строгание наклонных плоскостей производится также проходными, резцами с вертикальной (г) или наклонной (д) подачей. Более производительной; является обработка с вертикальной подачей, так как при этом способе можно paботать с меньшим вылетом резца. |
 | Строгание паза в отверстии 1 - резец; 2 - оправка; 3 - обрабатываемая деталь; 4- стол станка |
7.2. Строгание деталей на продольно-строгальных станках
После установки, крепления и проверки правильности положения обрабатываемой детали на столе станка приступают к его наладке. Суппорты ставят в нулевое положение и отводят вверх. Поперечину с суппортами опускают возможно ближе к обрабатываемой детали. Резцы устанавливают с наименьшим вылетом, а длину хода стола - с учетом длины обрабатываемой детали. Резцы устанавливают с наименьшим вылетом, а длину хода стола - с учетом длины обрабатываемой поверхности и перебега стола в начале и в конце рабочего хода. Затем в зависимости от необходимости осуществляют черновое или чистовое строгание обрабатываемой поверхности.
Следует отметить, что для чистового строгания необходимо выделять наиболее точные и жесткие станки, на которых нельзя производить черновое строгание. Такие станки должны быть изолированы от других работающих станков и устройств, их необходимо подвергать периодическим проверкам на соответствие нормам точности
Черновое строгание. Припуск при черновом строгании обычно снимается за один проход при наибольшей глубине резания и подаче, допускаемой жесткостью детали, надежностью крепления и мощностью станка. Если припуск большой и его невозможно снять одним резцом за один проход, то снимают за два прохода или устанавливают в резцедержатель два резца. Глубины резания при черновом проходе приведены в
таблице 3.
Таблица 3
Наибольшая глубина резания при черновых проходах
Известно, что в крупных отливках и поковках при их изготовлении возникают значительные внутренние напряжения, которые должны быть сняты до черновых или получистовых операций. Для их снятия детали подвергают искусственному или естественному старению. Обычно после снятия с поверхности детали верхнего слоя внутренние напряжения перераспределяются и деталь деформируется, поэтому после чернового прохода деталь необходимо освобождать от крепления и перед чистовой обработкой снова закреплять.
Чистовое строгание. После черновой обработки детали подвергают получистовому, чистовому и тонкому строганию. При повышенных требованиях к точности и чистоте обрабатываемой поверхности после чернового выполняют получистовое строгание проходными резцами.
При чистовом строгании применяют чистовые проходные резцы с подачей 1,5 - 4,0 мм/дв.ход или широкие резцы с подачей 10-20 мм/дв.ход. При чистовом строгании получают поверхности 4 - 6-го классов чистоты.
Тонкое строгание ведут чистовыми широкими резцами с подачами для предварительных проходов 10-20 мм/дв.ход и для окончательных 12-16 мм/дв.ход. При тонком строгании получают поверхности 7-8-го классов чистоты.
Для получения высокой чистоты обрабатываемой поверхности при чистовом строгании применяют смазочно-охлаждающие жидкости (СОЖ). Глубину резания при чистовой обработке устанавливают при помощи измерительных плиток, установочной колодки, штангенрейсмаса или специальных приспособлений. Режущая кромка резцов, предназначенных для чистового строгания, подвергается тщательной доводке. Наибольшее применение при чистовом строгании нашли резцы, оснащенные пластинками из твердого сплава с отогнутым стержнем, так как они более устойчивы против вибрации.
После окончания строгания обработанные детали подвергают контролю в соответствии с заданным чертежом и техническими условиями. Для контроля применяют универсальный и специальный измерительный инструмент. Наиболее применяемые схемы обработки деталей на продольно-строгальных станках приведены в таблице 4.
Таблица 4
Схемы обработки деталей на продольно-строгальных станках
| Схема обработки | Вид и последовательность обработки |
 | Строгание двумя суппортами сплошной горизонтальной плоскости. Черновое строгание сплошной горизонтальной плоскости, равной ширине стола, производится в такой последовательности. Резцом 1 (а) начинают с одного края детали, а резцом 2 врезаются с другой стороны с применением противоположной подачи на участке, расположенном на расстоянии четверти ширины от второго края детали. Обработав половину поверхности резцом 2, перемещают его и врезаются с края детали (б). Такой прием дает возможность обрабатывать плоскость одновременно двумя суппортами с противоположными подачами |
 | Строгание одной плоскости: вертикальным суппортом (а); боковым суппортом (б) |
 | Строгание параллельных плоскостей: вертикальным суппортом одной плоскости с базированием по ранее обработанной плоскости (а); вертикальным и боковым суппортами одновременно двух плоскостей (в); боковым суппортом внутренних поверхностей (г); боковым суппортом одной плоскости с выверкой по ранее обработанной параллельной плоскости (д); боковыми суппортами одновременно двух плоскостей при небольшом вылете суппортов (е) |

| Строгание перпендикулярных плоскостей: боковым и вертикальным суппортам одновременно (а); вертикальным и боковыми суппортами при малом их вылете. При большой ширине плоскости используют два вертикальных суппорта; чистовой проход выполняют одним суппортом (б); вертикальными суппортами горизонтальной и боковой плоскости (в); вертикальным и боковым суппортами с установкой и выверкой по двум перпендикулярным ранее обработанным плоскостям (г); с установкой по одной обработанной плоскости: боковыми суппортами одной плоскости или одновременно двух боковых плоскостей (при небольшом вылете) (д); вертикальными суппортами одной или одновременно двух боковых плоскостей (е); боковым и вертикальным суппортами двух плоскостей одновременно или последовательно (ж) |

| Строгание горизонтальной и вертикальной плоскостей: строгают плоскость 1 (а); подрезным резцом в два прохода обрабатывают плоскость 2 (б) |
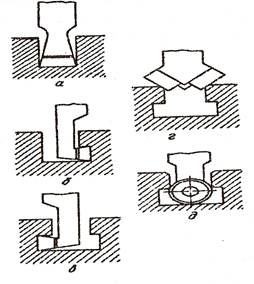 | Последовательность строгания Т-образных пазов: строгание вертикального паза (а), прореза» ние правого паза (б), прорезание левого паза (в), снятие фасок (г), калибровка круглым резцом вертикального паза (д) |
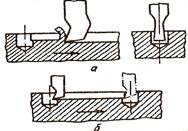 | Строгание глухого паза: со свободным входом резца (а); без свободного входа и выхода резка (б). |
8. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СТРОГАЛЬЩИКА
Рабочее место - это наименьший участок производственной площади цеха, на котором наиболее рационально размещены необходимые для работы оборудование, инструмент, устройства, принадлежности, заготовки и готовые изделия.
Неудовлетворительная организация и обслуживание рабочих мест приводят к потерям рабочего времени. Причем значительное время затрачивается основными рабочими на выполнение различных вспомогательных работ (подноску заготовок, заточку инструмента, получение технической документации и т.д.). Для устранения этих непроизводительных потерь рабочего времени при организации рабочего места строгальщика решаются вопросы внешней и внутренней планировки.
Внешняя планировка рабочего места включает: размещение основного оборудования, организационной оснастки, подъемно-транспортных средств, вспомогательных приспособлений и устройств, заготовок и готовых деталей.
Внутренняя планировка рабочего места включает: расположение в инструментальных тумбочках режущего, мерительного и вспомогательного инструмента и оснастки, а также инструмента по уходу за оборудованием и поддержанию чистоты на рабочем месте.
Основные требования, предъявляемые к организации и обслуживанию рабочего места строгальщика:
1. Нормы расстояний между станками и от станков до стен и колонн зданий, фонды времени работы оборудования и рабочих, санитарно-гигиенические условия воздушной среды и освещения в рабочей зоне производственных помещений должны соответствовать нормам технологического проектирования машиностроительных заводов и санитарным нормам проектирования промышленных предприятий.
2. При планировке рабочего места необходимо:
а) выбрать оптимальные размеры производственных площадей для размещения оборудования и оснастки производить с учетом последовательности технологического процесса и создания удобства рабочему для применения передовых приемов и методов труда;
б) предусматривать экономию движений и сил работающего за счет рационального расположения приемных столов для деталей, инструментальной тумбочки, стеллажей, планшетов для инструмента, технической документации и оргоснастки.
3. Рабочее место должно быть оснащено основным оборудованием, технологической оснасткой, организационно-технической оснасткой, технической и организационной документацией, подъемно-транспортными средствами и вспомогательными устройствами, средствами связи, осветительными устройствами, защитными устройствами и индивидуальными защитными средствами, предусмотренными правилами по технике безопасности, сиденьем для кратковременного отдыха во время перерывов в работе или для наблюдения за работой оборудования.
4. Количество режущего, мерительного и вспомогательного инструмента и приспособлений должно быть минимально необходимым и расположено в определенном порядке, причем наиболее часто употребляемые инструменты должны находиться в пределах оптимальной досягаемости рук строгальщика.
5. Все обрабатываемые и обработанные детали должны храниться в таре, на подставках или столах.
6. Для сбора и удаления с рабочего места стружки следует предусматривать специальные устройства.
7. Санитарно-гигиенические условия рабочего места должны соответствовать действующим санитарным нормам.
8. Цветовая отделка (окраска) производственного помещения, оборудования и оснастки должна соответствовать требованиям технической эстетики.
9. Рабочее место должно быть обеспечено необходимым обслуживанием.
10. При организации рабочего места необходимо также предусматривать эффективное использование оборудования, инструмента, устройств, принадлежностей и заготовок.
Планировка, оснащение и обслуживание рабочего места строгальщика даже для одного типа станка могут быть разными и зависят в каждом конкретном случае от характера и условий выполняемых работ, а также производятся с учетом применяемого оборудования и габаритов обрабатываемых деталей (рис. 29).

Рис. 29. Пример планировки рабочего места
9. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА СТРОГАЛЬНЫХ
Соблюдение правил техники безопасности является обязательным условием для предупреждения производственных травм и повышения производительности труда.
При работе на строгальных станках особую опасность представляют движущиеся части, совершающие возвратно-поступательные движения. На поперечно-строгальном станке это - ползун, а на продольно-строгальном -стол и установленные на нем приспособления с обрабатываемыми деталями. Поэтому к этим узлам строгальные станков предъявляются повышенные требования в части закрепления приспособлений и обрабатываемых деталей на столе, режущего инструмента, а также ограждения зоны резания и движущихся частей станка.
Необходимо, чтобы в зоне движения ползуна или стола оставались достаточные проходы и не было посторонних предметов.
При обработке деталей на строгальных станках возможно травмирование отлетающей металлической стружкой. Для предупреждения этого на станках в опасных местах должны устанавливаться предохранительные приспособления - защитные экраны и щитки, а строгальщик должен пользоваться предохранительными очками. Для удаления стружки со строгальных станков необходимо пользоваться щетками и специальными крючками.
При работе на строгальных станках следует уделять особое внимание электробезопасности.
Безопасность работы на строгальном станке также зависит от правильной и рациональной организации рабочего места строгальщика.
Перед началом работы строгальщик обязан.
1. Привести в порядок рабочую одежду и рабочее место.
2. Принять от сменщика станок чистым от стружки и грязи, проверить его техническое состояние, исправность подъемных устройств, крепление приспособлений, режущего и вспомогательного инструмента и обрабатываемой детали.
3. Проверить исправность ограждений и защитных устройств.
4. Проверить электрическое заземление станка.
5. Отрегулировать местное освещение, протереть арматуру и электролампочки.
6. Проверить на холостом ходу станка: действие пусковых, остановочных, реверсивных и тормозных устройств, фиксацию рукояток включения и переключения; систему смазки; перемещение узлов станка.
7. При обнаружении неисправностей или неполадок в станке сообщить мастеру и до их устранения к работе не приступать..
8. Если на станке отсутствуют специальные защитные устройства для отлетающей стружки, необходимо надеть предохранительные очки или щиток.
Во время работы.
1. Установку и съем тяжелых деталей и приспособлений производить только подъемными приспособлениями. Не превышать установленную грузоподъемность для механизмов и чал однозахватных приспособлений.
2. При работе на тяжелых строгальных станках, если невозможно обслуживать станок и наблюдать за обработкой детали с пола, необходимо пользоваться прочными и устойчивыми подставками или лестницами.
3. Останавливать станок и выключать электродвигатель при временном прекращении работы, перерыве подачи электроэнергии, установке и съеме деталей, уборке, смазке и т.д.
4. Если на металлических частях станка появилось напряжение (ощущение электротока) или оборван заземляющий провод - прекратить работу и немедленно сообщить мастеру.
5. Во время работы станка не подтягивать крепежные детали, не держать на станке детали и инструмент, не становиться на движущийся стол.
6. Не допускать на свое рабочее место лиц, не имеющих отношения к выполняемой работе.
7. При заточке режущего инструмента на заточных станках (при отсутствии центр
Фуговальный станок предназначен для простругивания пластей и кромок из дерева: досок, брусков до придания им гладкости. Принцип работы и устройство электрического фуганка (не путать с рейсмусом) достаточно просты. Поэтому его можно сделать самостоятельно из деталей, завалявшихся дома или в мастерской.
Принцип действия и устройство
В прорези стола находится вал ножей, который приводится в движение электромотором. С помощью вала и осуществляется строгание. Деталь продвигается на вал ножей посредством роликового механизма. Опоры под заготовку наклоняют под разным углом, перемещением столешницы вверх-вниз регулируется толщина детали.
Вал ножей может быть двух- или односторонним. Односторонние предусмотрены для обработки одной пласти дерева, двухсторонние — одновременно обстругивают две плоскости. Некоторые рейсмусовые устройства по дереву оснащают четырьмя ножами, чем их больше, тем аккуратнее получается поверхность.
Чем больше диаметр вала ножей, тем выше качество обработки поверхности. Это важно учитывать, планируя сделать фуганок своими руками.
Ножи устанавливаются однокромочные, нуждающиеся в периодических правках или двухкромочные — одноразовые.
Различаются фуганки (также, как и рейсмусы) по:
- ширине строгания (400 — 630 мм);
- длине столешницы;
- диаметру вала ножей;
- частоте вращения вала ножей.
Столешница фуганка и рейсмуса разделена на две части поперек. Передняя часть находится ниже задней. Задняя должна быть вровень с наивысшими точками ножей. Разница между высотой передней и задней частей столешницы формирует толщину срезаемого слоя дерева.
Оптимальная толщина дерева, срезаемая за один проход — 0,5 см. Если необходимо снять больший слой, выполняется несколько проходов.
Столешницы : фуговальных, рейсмусовых изготавливают из чугуна. В некоторых местах прикрывают накладками из стали. Вал ножей размещен между частями столешницы. Для удобства работы на столе предусмотрены направляющие линейки.
Фуговальный станок размещается на мощной и тяжелой чугунной станине. Чтобы увеличить функционал станков, устанавливают дополнительные элементы, получая долбежно-строгальный, циркулярно-фуговальный аппарат по дереву. Рейсмус, в отличие от фуганка, не просто чисто выстругивает, а выводит необходимую высоту заготовки.
Самодельный фуговальный станок
Благодаря простоте конструкции, станок довольно легко сделать дома самому. Если же делать фуганок из электрорубанка, с работой можно справиться за несколько часов.
Сам по себе электрорубанок — замечательный инструмент, но он совершенно не подходит для аккуратного фугования. Исправим ситуацию небольшим усовершенствованием. Лучше всего для основы станка подойдет электрорубанок со сдвижным ограждением ножа, при передвижении детали по инструменту ограждение убирается. Желательно также, чтобы в комплект к рубанку входило крепление ножами вверх.
Необходимые материалы:
- доски;
- фанера №10;
- саморезы;
- болты и гайки.
Приступим к изготовлению фуговального станка.
- В качестве основания делаем из досок ящик без дна и крышки. Длина ящика — это длина рабочей столешницы.
- Накрываем ящик базовым листом фанеры с отверстием для платформы рубанка.
- Сверху накладываем еще пару листов фанеры, которые будут служить задней и передней плитой. Приемный лист должен быть на 2 мм толще. Столешницы должны быть строго параллельны, это выверяется с помощью щупа-щепки. Перед фиксацией на саморезы фанерные листы шлифуем и обрабатываем кромки.
- Крепление рубанка «ножами вверх» фиксируем на нижнем листе фанеры и на него надеваем рубанок.
- Делаем из дерева ушки, через которые продеваются болты. Они будут регулировать высоту рубанка относительно рабочей столешницы;
- Устанавливаем боковой упор из фанеры.

Еще один бытовой фуганок из электрорубанка, компактный, домашний и совсем простой. Станок такого формата подойдет для строгания коротких заготовок. Но его можно доукомплектовать подпорками и получится вполне функциональный инструмент.
- Короб вырезаем из фанеры №18, МДФ или дерева, собираем на клей и дополнительно укрепляем саморезами.
- В качестве столешницы выступает сама платформа электрорубанка.
- Самый «сложный» элемент данной модели — боковой упор. Он перемещается на пазах и удерживается двумя винтами с гайками-барашками.
- Инструмент в коробе удерживается боковыми винтами.
- В одном из торцов необходимо предусмотреть выход для подключения пылесоса. Фуговальный станок (как и рейсмус) очень громко работает, но зато совершенно не пылит.
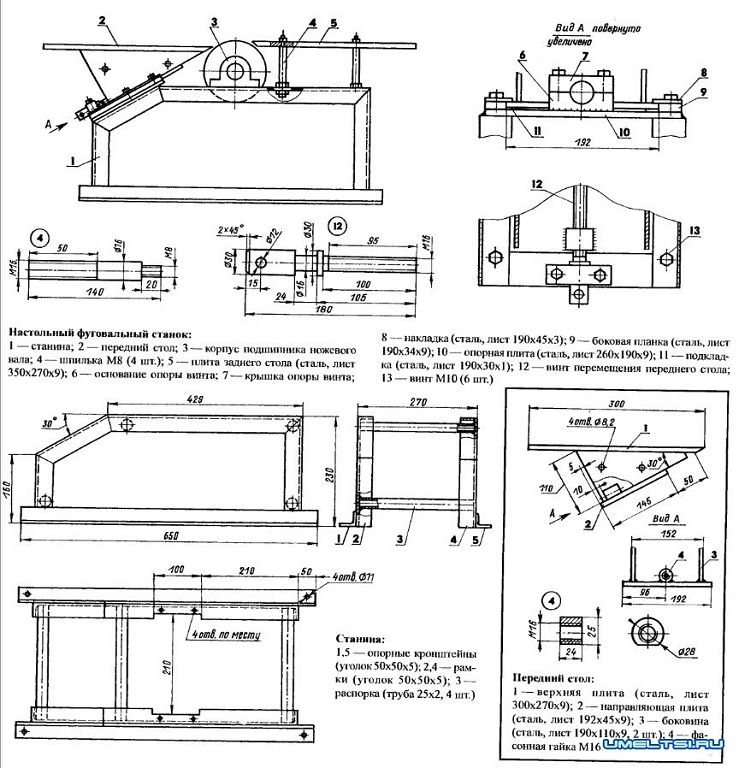
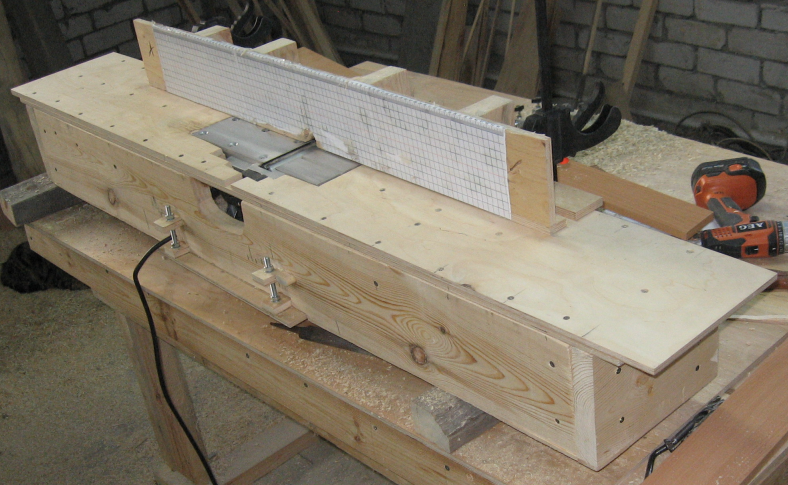
Третья модель бытового . Строгальный станок такого типа для дома собрать сможет только умелый мастер. Прилагаем очень подробный чертеж и пояснения к нему. Электрический двигатель подбираем на 1,5 кВт, с валом он соединяется приводным ремнем. Вал ножей делаем дома или заказываем токарю.
Ход работ.
- Станина сваривается из металлической трубы прямоугольного профиля или уголка №4.
- К станине привариваем опорную плиту, основание для винта хода и две боковые планки.
- Боковые планки следует приваривать таким образом, чтобы обеспечить свободный ход направляющей. Поэтому предусматриваются зазоры.
- Ходовой винт устанавливается на опору и после этого приваривается.
- Конструкция передней плиты состоит из верхней части и направляющей, которые объединяются боковушками. Торцевые части плит тщательно вымеряем на параллельность и отшлифовываем.
- Чтобы боковины получились абсолютно одинаковыми, они складываются и обтачиваются вместе, также просверливаются и отверстия для временных шпилек (поперечник отверстий 8 мм). Шпильки удаляются после приваривания боковушек и направляющих.
- Устанавливаем вал ножей с поперечником резаков до 110 мм и длиной ножей 20 см.
- Перед тем, как разместить на месте вал на подшипниках, необходимо приподнять переднюю столешницу на его уровень таким образом, чтобы край столешницы был параллелен оси вала. Только после этого можно размечать и сверлить отверстия под винты подпорок вала.
- Задняя столешница фиксируется неподвижно.
Такой конструкции отличается высоко расположенным центром тяжести, который «расшатывает» устройство во время работы. Чтобы уменьшить вибрацию, рекомендуем дополнительно зафиксировать фуганок. Можно просто прикрутить его к полу дома винтами или сделать продуманный противовес.
Видеоролики представляют еще несколько самодельных фуганков и рейсмус:
В механизированном столярном производстве деталям придают правильную форму, гладкую поверхность и точные размеры обработкой на строгальных станках - фуговальном, рейсмусовом, четырехстороннем, калевочном.
СТРОГАЛЬНЫЕ НОЖИ И НОЖЕВЫЕ ВАЛЫ
Строгальные ножи . В строгальных станках режущим инструментом служат ножи, укрепленные в рабочем валу. Строгальные ножи подразделяются на тонкие и толстые. Размеры ножей тонких: длина от 50 до 1200 мм, ширина 40 мм, толщина - от 2,5 до 5 мм, толстых соответственно 50-1200, 80-100, 8-12 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5-2 мм.Тонкие ножи - сплошные, толстые имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 -1,5 мм больше диаметра зажимного болта. Количество прорезей - от 2 до 12, расстояние между ними 50, 80 и 100 мм, в зависимости от длины ножа.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,2-0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режущей кромки.
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина. Угол заострения строгальных ножей 40°. Заточку ножей производят на точильных станках; вручную можно только править ножи оселком.
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Кроме плоских ножей с прямолинейной режущей кромкой, в строгальных станках применяют плоские ножи с фасонным лезвием и фрезы для профильного строгания.
Ножевые валы . Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда - ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки, и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках.
Ножевые валы бывают квадратные, квадратные с накладками и круглые. Квадратные валы имеют на гранях продольные канавки Т-образного или трапецевидного сечения, в которые заводятся болты для крепления ножей. При установке тонких ножей применяются накладки. Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом обороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратность валов, применяют под болты накладки сегментнообразной формы. Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапецевидные прижимные вкладыши с винтами. Этот способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Вместе с тем этот способ позволяет устанавливать, на круглом валу значительно большее количество ножей, чем на квадратном.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5-1,5 мм. Затяжка болтов производится от середины к концам ножа. После того как станок поработает 5-10 мин., его останавливают и делают подтяжку болтов.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его можно считать выбалансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень. Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах.
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и повертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой. Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. При длине волны от 1,5 до 2,5 мм строгание считается гладким, допустимым для отделки без шлифования. Если предусматривается шлифование, длина волны может быть 5-6 мм. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000-4000 об/мин, в современных строгальных станках вал делает 5000-6000 об/мин, и устанавливают на нем 4-8 ножей.
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи мржно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
СТРОГАНИЕ НА ФУГОВАЛЬНОМ СТАНКЕ
Устройство фуговального станка . На фуговальном станке строгают прямолинейные детали с двух смежных сторон - под линейку и в угол. Основными частями фуговального станка являются станина, две чугунные плиты, образующие рабочий стол, ножевой вал (ножевая головка), строгальные ножи, привод.Каждую плиту рабочего стола при помощи винта можно поднимать или опускать по наклонным направляющим. Между плитами помещается ножевой вал; он расположен так, что режущие кромки укрепленных на нем ножей находятся на одном уровне с задней плитой (по отношению к станочнику). Переднюю плиту уста на вливают ниже задней на 1,5-2 мм, т. е. на толщину снимаемой стружки.
На концах плит, обращенных к ножевому валу, прикреплены зяподлицо с поверхностью плит стальные накладки - губки. Их назначение - защищать концы плит от истирания и отколов, уменьшить зазор между ножами и плитами и осуществлять подпор волокон при срезании стружки.
На рабочем столе установлена направляющая линейка, которую можно передвигать по ширине стола. Над ножевым валом устроен предохранительный щит или предохранительная штора, которые при работе отодвигаются обрабатываемой деталью, а после прохода детали под действием пружины вновь закрывают весь вал с ножами. Фуговальный станок работает от электродвигателя; передача ременная или непосредственная.
Промышленность выпускает к фуговальному станку конвейерный механизм для подачи материала и аппарат для фугования и правки ножей на месте установки.
Конвейерный механизм подачи можно установить имеющимися у него колонками на столе любого фуговального станка; для этого нужно только просверлить в столе отверстия под болты, прикрепляющие колонки.
На фуговальных станках с конвейерной подачей можно строгать только широкую сторону детали - пласть. Фугование кромок, гладкое или с отборкой шпунтов и гоебней, производится на кромкофуговальном или автошпунтовальном двустороннем станке с конвейерной подачей. Конвейер у этих станков поставлен на ребра, с обеих его сторон расположены коробки с прижимными пружинящими валами. Эти станки отличаются высокой производительностью и дают хорошее качество работы.
Аппарат для фугования и правки строгальных ножей на месте выпускается как вместе со станком, так и отдельно. В первом случае он откидной, во втором - приставной. Пользуются аппаратом так. Рабочую (точильную) часть аппарата приводят в легкое соприкосновение с лезвием одного ножа на ножевом валу и закрепляют ее в таком положении. После этого аппарат включают и его перемещают по направляющей по всей длине ножа, производя им выравнивание лезвия на определенном расстоянии от центра вала и одновременно правку лезвия. По окончании операции повертыванием ножевого вала подводят под рабочую часть аппарата второй нож и повторяют фуговку и правку. Так один за другим обрабатывают лезвия всех ножей, закрепленных в ножевом валу. Выпускаемые в настоящее время фуговальные станки отличаются большим числом оборотов рабочего вала, увеличенным количеством ножей, конвейерной подачей, высокой мощностью.
Работа на фуговальном станке . При строгании на фуговальном станке деталь укладывают на рабочий стол по возможности под прямым углом к ножевому валу. Левой рукой материал плотно прижимают к столу близ ножей, правой - дальше от ножей и в таком положении подают материал на ножи. Когда передний конец детали пройдет за ножи, прижимают деталь левой рукой к поверхности задней плиты возле самого ножевого вала. По мере продвижения детали руки переставляют, но с таким расчетом, чтобы нажим на деталь левой рукой происходил по возможности ближе к ножам. Нельзя одновременно переставлять обе руки.
Нажим на деталь должен быть более или менее одинаковым, а подача - плавной, с равномерной скоростью.
Покоробленную деталь укладывают вогнутой стороной вниз, так как на выпуклой стороне она не будет иметь устойчивости, и выстроганная поверхность получится неровной (не под линейку).
Сильно покоробленные детали, у которых стрела прогиба больше припуска на обработку, нельзя строгать. Такие детали нужно откладывать для дополнительного раскроя на более узкие или более короткие детали в зависимости от характера коробления. Каждую деталь перед строганием нужно быстро, но внимательно осмотреть. Детали с пороками, недопустимыми по техническим условиям, в особенности с сучками в местах выработки шипов и проушин и выдалбливания гнезд, нужно откладывать для дополнительного раскроя. Если этого не делать, деталь все равно будет забракована при сборке, а затраченные на такую деталь древесина, труд и время окажутся израсходованными напрасно. При строгании второй смежной стороны деталь прижимают к столу и к направляющей линейке.
Строгать следует по слою, чтобы избежать излищних задиров волокон. Наилучшей считается толщина стружки в 1,5-2 мм. При такой толщине снимаемого слоя деталь обычно выстрагивается за два прохода независимо от ее размеров.
При обработке сосновых деталей рабочий стол станка нужно протирать тряпкой, смоченной керосином, так как пристающая к столу смола затрудняет продвижение деталей. Обрабатываемые детали нужно располагать так, чтобы станочнику не приходилось делать лишних движений.
При ручной подаче узкие детали строгают одновременно по нескольку штук. Деталей берут столько, сколько их может захватить рука. При этом нужно соблюдать осторожность, не касаться пальцами поверхности стола, чтобы их уберечь от соприкосновения с ножами. Фугование кромок тонких делянок производится, как правило, пачками. При работе на станке с конвейером обязательна подача деталей торец в торец.
При строгании узкого материала по мере затупления того или иного участка ножей направляющую линейку передвигают по ширине рабочего стола к другому участку. Это позволяет реже менять ножи из-за затупления и тем экономить рабочее время. Основной возможный дефект строгания на фуговальном станке - непрямолинейность остроганной поверхности. Она возникает в результате слабого или неравномерного нажима на обрабатываемую деталь.
При настройке станка к работе нужно оставлять между ножевым валом и стальными губками самые незначительные зазоры, необходимые только для беспрепятственного вращения ножей. Это диктуется прежде всего соображениями техники безопасности, так как в большие зазоры при неосторожности можно попасть пальцами. Кроме того, при больших зазорах получается менее чистое строгание. Защитный щит или штора над ножевым валом должны быть всегда исправны. Строгание коротких деталей нужно производить при помощи колодки.
СТРОГАНИЕ НА РЕЙСМУСОВОМ СТАНКЕ
Устройство рейсмусового станка . Рейсмусовый станок предназначен для строгания деталей параллельно фугованной стороне до заданной толщины. В отличие от фуговального станка стол рейсмусового станка состоит из одной сплошной точно выстроганной шлифованной плиты и не имеет направляющей линейки. Ножевой вал расположен над столом. При помощи винтового устройства стол можно перемещать вверх и вниз для точной установки на требуемом расстоянии от режущих кромок ножей. Подача материала механическая.Механизм подачи состоит из двух пар валиков. Первая пара расположена перед ножевым валом, вторая - за валом. Нижние валики установлены точно под верхними. Верхние валики вращаются от электродвигателя через зубчатую передачу, поэтому их называют приводными, подающими, питающими; нижние валики установлены свободно и во вращение приводятся подаваемым материалом. Эти валики называют направляющими, поддерживающими. Их назначение - облегчить подачу материала на ножи, над поверхностью стола они выступают на 0,2-0,3 мм. При более высокой установке нижних вальцев строгаемый материал от ударов ножей вибрирует, тонкий прогибается - строгание получается неровное.
Верхний передний валик делают рифленым, для того чтобы он лучше сцеплялся с нестроганой поверхностью материала. Этот валик устанавливают на 2-3 мм ниже поверхности подаваемого на ножи материала. Верхний задний валик делают гладким, так как рифление портило бы строганую поверхность древесины. Устанавливают его ниже режущих кромок ножей на 1 мм.
Валики механизма подачи расположены параллельно, поэтому в станок можно подавать одновременно только детали одинаковой толщины. Деталь меньшей толщины, хотя бы на на 2-3 мм, дойдя до ножевого вала, получит в торец сильный удар ножом и вылетит обратно. Для одновременной обработки на рейсмусовом станке деталей разной толщины делают рифленый подающий валик секционным.
Секционный валик состоит из 12 рифленых колец (секций), насаженных на общую ось и соединенных с ней посредством пружин. При прохождении под валиком детали, толщина которой больше толщины других, одновременно обрабатываемых деталей, надавливающие на нее секции смещаются кверху, сохраняя сцепление с деталью под действием пружин.
Перед рифленым валиком подвешены подвески, назначение которых не допускать обратного вылета деталей из станка. Ножевой вал сверху закрыт подъемным массивным литым колпаком. Колпак является надежным ограждением и в то же время служит в качестве приспособления для направления стружки в воронку эксгаустера. Кроме того, колпак осуществляет подпор волокон при строгании. Для этого его нижняя кромка подведена к самым ножам.
За ножевым валом, на 1 мм ниже уровня режущих кромок, установлена пружинящая прижимная колодка. Ее назначение - предупреждать вибрацию деталей при строгании. Козырек, шарнирно связанный с прижимной колодкой, препятствует попаданию стружки под задний подающий валик.
Наибольшее распространение имеет рейсмусовый станок СР6-2 Московского ЗДС. Его техническая характеристика: диаметр ножевого вала 125 мм, ножей 4, число оборотов 4200 в минуту, скорость подачи 10 и 14 м/мин; мощность электродвигателя станка 7,4 квт; мощность электродвигателя механизма подачи 0,8 квт. Имеются двусторонние рейсмусовые станки с ножевыми валами, расположенными над рабочим столом и в столе. Станки эти служат для строгания деталей, преимущественно щитов небольших размеров, с обеих широких сторон на заданную толщину.
В настоящее время большинство выпускаемых в Советском Союзе рейсмусовых станков имеет секционный рифленый подающий валик, секционную опорную кромку колпака и аппарат для фугования и правки ножей на месте установки. Станки обладают высокой мощностью и большой производительностью.
Наладка рейсмусового станка . Рейсмусовый станок должен быть тщательно налажен к работе. Наладка проверяется осмотром и обмером обработанных деталей и, кроме того, контролируется по работе подающего механизма. Всякая неточность наладки вызывает дефекты обработки или ведет к снижению производительности станка. Наиболее часто наблюдаются следующие упущения в наладке рейсмусового станка:
1. Рабочий стол имеет перекос. Результат: выстроганная поверхность по всей своей ширине не получается параллельной фугованной стороне.
2. Нижние валики подачи установлены над уровнем рабочего стола выше, чем на 0,2-0,3 мм. Следствием этого является вибрация обрабатываемых деталей под ударами ножей, прогиб более тонких деталей. Строгание получается непрямолинейным и менее гладким, концы деталей прострагиваются больше.
3. Рифленый валик установлен очень низко и слишком сильно нажимает на поверхность деталей при небольшой глубине строгания. Результат: строганая поверхность получается с поперечными вмятинами.
4. Задняя нажимная колодка чрезмерно давит на обрабатываемую деталь. По этой причине деталь, выйдя из передних подающих валиков, останавливается вследствие уменьшения силы додачи. Так как ножи продолжают вращаться, строганию подвергается одно и то же место на поверхности детали; в результате здесь образуется желобок во всю ширину строгания.
Вообще желобки получаются при всякой, даже самой короткой остановке детали. Остановки часто наблюдаются в момент, когда деталь поступает в задние валики. Это происходит при очень нцзком расположении верхнего заднего валика, т. е. при его чрезмерно большом нажиме на деталь. Причинами остановки или кратковременной задержки детали могут быть также недостаточный нажим на деталь подающих валиков, слишком высокая установка нижних валиков, сильное загрязнение рабочего стола смолой при обработке сосновых деталей.
5. Под задний гладкий валик попадает стружка. Причины: неправильная установка накидного козырька, неисправность эксгаустера. Следствие: на строганой поверхности образуются вмятины, иногда происходит задержка детали.
При наладке станка необходимо иметь в виду, что при большом заполнении стола, например, при строгании широких щитов или одновременной подаче деталей во всю ширину стола-давление подающих вальцев должно быть повышенным, так как сопротивление резанию в этих случаях сильно возрастает. При строгании узких деталей или строгании с небольшим заполнением стола давление подающих вальцев нужно уменьшать, чтобы избежать смятия древесины.
Работа на рейсмусовом станке . Производительность станка зависит от скорости подачи и числа одновременно обрабатываемых деталей. Передовики производства всегда стремятся вести одновременную обработку нескольких деталей, с тем чтобы целиком использовать рабочий просвет стола. Они подают детали торец в торец, потери машинного времени у них ничтожные.
На станке с цельным рифленым валиком допускается одновременная обработка нескольких деталей одинаковой толщины. Детали с разницей в толщине до 4 мм можно обрабатывать одновременно только попарно; при этом их нужно направлять по краям стола. Механизм подачи захватывает детали достаточно надежно, так как рифленый валик имеет некоторую подвижность в вертикальном направлении. Если детали строгаются по одной, то их направляют по середине стола. Во всех случаях детали должны подаваться перпендикулярно к рифленому валику в целях достижения наиболее гладкого строгания. На станке с секционным рифленым валиком допускается строгание деталей с разницей в толщине до 10 мм. На таком станке необходимо добиваться заполнения обрабатываемыми деталями всего рабочего просвета стола и подачи материала торец в торец. Производительность тогда резко возрастает.
На рейсмусовом станке нельзя обрабатывать детали, длина которых меньше расстояния между питающими валиками. Желательно, чтобы длина деталей была не меньше удвоенного расстояния между валиками.
Щиты с наконечниками на торцах, а также связанные рамки направляют для обработки в рейсмусовый станок наискось - под углом не более 30°. При прямом запуске строгание наконечников и поперечных брусков рамок происходило бы поперек волокон и поверхность получилась бы шероховатой, со сколами на внешних кромках.
При строгании длинномерных деталей, например стоемных брусков дверных полотен, тяг, необходимо увеличивать выходную часть стола.
При работе на рейсмусовом станке необходимо учитывать опасность обратного выбрасывания деталей ножевым валом. Поэтому на станке с цельным рифленым валиком одновременная обработка деталей числом больше двух допускается только при строго одинаковой их толщине и обязательно с разрешения администрации предприятия.
ОБРАБОТКА ДРЕВЕСИНЫ НА ЧЕТЫРЕХСТОРОННЕМ СТРОГАЛЬНОМ И КАЛЕВОЧНОМ СТАНКАХ
Четырехсторонний строгальный станок служит для одновременного, за один проход, строгания материала со всех четырех сторон. При этом кромки, а в узком материале и пласть, часто строгаются по фасонному профилю, т. е. в четверть, шпунт, гребень, в форме калевки, в форме лицевой стороны наличников, плинтусов, карнизов. Четырехсторонний станок в сущности объединяет в себе станки фуговальный, рейсмусовый и фрезерный.Станок имеет два горизонтальных ножевых вала - нижний и верхний - с прямыми ножами и два вертикальных шпинделя. На шпиндели насаживаются ножевые головки, фрезы или патроны с фасонными ножами. Нижний ножевой вал и вертикальные шпиндели вмонтированы в станину и в рабочую плиту. Верхний ноже-вый вал можно перемещать вертикально для установки на заданную толщину строгания. Шпиндели могут перемещаться в вертикальном и горизонтальном направлениях соответственно ширине и толщине обрабатываемого материала.
Передняя часть рабочей плиты станка подвижная. Как у фуговального станка, ее можно перемещать вверх и вниз для регулирования толщины снимаемой стружки.
Подача материала производится при помощи двух пар приводных вальцев, из которых верхние вальцы - рифленые, массивные. Станок снабжен несколькими прижимами - верхними и боковыми. Питающие вальцы и прижимы нажимают на материал либо действием своего веса, либо посредством рычагов с грузом или пружин.
Значительное распространение имеют станки с пятью ножевыми валами. Пятый ножевой вал, последний по ходу материала, расположен снизу и служит для профильного строгания материала с нижней стороны. Рабочие валы станка работают от одного общего электродвигателя через контрпривод или от индивидуальных электродвигателей. Общая потребная мощность станка от 30 до 100 квт. Управление станком с индивидуальными двигателями кнопочное.
Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Четырехсторонний станок легко приспособить для строгания материала только с трех сторон: для этого достаточно выключить нижний ножевой вал. К четырехстороннему близок по конструкции калевочный станок, применяемый для выработки раскладок, карнизов, штабиков. Калевочный станок по размерам меньше четырехстороннего.
На четырехстороннем строгальном станке материал, в большинстве случаев доска, подается по направляющим в питающие вальцы и ими надвигается на нижний ножевой вал. Здесь нижняя пласть отстрагивается, как на фуговальном станке. Против ножевого вала на доску сверху нажимает роликовый массивный прижим.
При дальнейшем продвижении доска проходит два вертикальных шпинделя с насаженными на них плоскими либо фасонными ножами или фрезами. Этими инструментами обе кромки доски обрабатываются по заданному профилю. Перед шпинделями, в непосредственной близости к режущим кромкам ножей и фрез, имеются две направляющие. Помимо своего основного назначения, они используются для подпора волокон при строгании кромок и как стружколоматели. Обе направляющие можно передвигать в горизонтальном направлении вдоль и поперек стола и устанавливать в зависимости от ширины обрабатываемых досок и радиуса вращения режущего инструмента на вертикальных шпинделях.
За вертикальными шпинделями расположен верхний ножевой вал, строгающий верхнюю пласть доски. В выходной части станка доска надвигается на пятый ножевой вал с фасонными ножами, если нижняя пласть обрабатывается под профиль. Доски нужно подавать в станок без разрывов - торец в торец. Это очень важно, так как каждая новая заправка доски под тяжеловесный рифленый вал требует значительных усилий и дополнительной затраты времени.
Из четырехсторонних строгальных станков прежних выпусков наибольшее распространение имеет станок СКП 30-2 завода «Пролетарская свобода» в г. Ярославле. У этого станка 5 ножевых валов; наибольшая ширина строгания на нем 300 мм, высота строгания - до 175 мм; скорость подачи - от 9,5 до 48 м/мин. Станок электрифицирован, его общая мощность 20,5 квт; вес 5500 кг.
Отстроганную со всех четырех сторон деталь оторцовывают под размер на торцовочном станке. Дальнейшая стадия механической обработки - придание деталям окончательной формы. На этой стадии производится запиливание шипов, выборка гнезд и проушин, отборка четвертей, шпунтов и калевок, выполняется окончательная обработка криволинейных поверхностей. В заключение детали шлифуют. Полностью готовые детали передаются в сборку.
Существует много различных станков для придания деталям окончательной формы. Крупные предприятия располагают несколькими видами шипорезных и сверлильных станков, станками кромкофуговальными, ребросклен веющим и, круглопалочными, для заделки сучков. Чем уже специализация станков, тем меньше потери рабочего времени на их переналадку. При меньшем объеме производства число видов станков сокращается, станки приспособляют к выполнению различных операций. При этом, как правило, увеличиваются ручные работы.







