プリント基板の製造で人気の「レーザーアイロン」技術、その特徴とニュアンスについて詳しく説明します。
プリント回路基板は、無線工学において非常に長い間使用されてきました。 生産環境には、基板を大量生産できるさまざまな設備があります。 このようなボードは以前はオフセット印刷法を使用して製造されていたため、「プリント」と呼ばれていました。
家庭や電気機器の修理に関わる工場の電気実験室では、そのようなボードにさまざまなワニスを手作業で塗装する必要がありました。 削ったマッチから注射針やガラス製の描画ペンまで、さまざまな描画ツールが使用されました。
このような労働者の生産性は低く、品質にはまだ不十分な点が多く残されていました。 同一のボードをいくつか作成する必要がある場合、2 番目のボードはあまりインスピレーションもなく描かれ、その後に続くボードは何の楽観性も加えられませんでした。
今 コンピュータ技術あらゆる領域に浸透した 人間の活動アマチュア無線も含めて。 現在では、ナイフで切り出すこともできる非常に単純な基板を除いて、プリント基板を手で描く必要はなくなりました。 しかし、まず最初に。
初めに、 プリント回路基板回路図に従って設計する必要があります。 同様の作業は、特別なプログラムを使用してコンピュータ上で実行されます。 最もシンプルでアクセスしやすいプログラムは Sprint-Layout です。 これらは無料で、オンラインでダウンロードできます。 インターフェイスは直観的であり、プログラムの使用には何の問題もありません。
3 番目以降のプログラムのバージョンでは、画像を挿入し、印刷されたトラックの線でその輪郭を単純に示すことができます。 雑誌に掲載されるボードを制作できる機能です。 雑誌の写真を単に印刷しただけでは、通常、必要な品質が得られません。

PCB の設計とテストが完了したら、それを将来の PCB ブランクに転送する必要があります。 そして、この段階では注意して慎重に行う必要があります。
まず、何をどのように印刷するかを教えてください。 これらは、最終結果を左右する 2 つの主要な質問です。
すべての省エネモードがオフの場合、基板デザインはレーザープリンタで印刷されるため、可能な限り最大限のエネルギーを適用できます。 厚い層トナー。 これは、PCB ブランクへのトナー転写を改善するのに役立ちます。 現在、この技術は「レーザーアイロン」と呼ばれています。
その一般的な意味は非常に単純です。もちろん、デザインをワークピース (箔でコーティングされたグラスファイバー) に配置し、デザインを箔に合わせて配置し、通常のアイロンでアイロンをかけます。 溶けたトナーは箔に転写され、その上に回路基板のパターンが残ります。 この後、紙を水に浸し、通常どおり塩化第二鉄溶液で基板をエッチングします。

次に、プロセス全体の微妙な点と詳細について説明します。
まず、何に印刷すればいいでしょうか? この技術が噂だけで知られていた頃は、デザインは最低品質の紙に印刷する必要があると信じられていました。 この種類の薄くて茶色の紙はタイプライター用でした。 この紙を浸すことはまったく不可能だったので、最初に塩酸で溶かすことが提案されたようです。 紙は溶けにくくなり、絵の一部も溶けてしまいました。
当時、ほとんどの研究者は同様の写真を政府のプリンターで印刷していたようで、家庭用のアルミホイルやフィルムのようなものにも印刷するという提案がありましたが、それが何だったかはまだ覚えていません。
実際、すべてがはるかに単純であることが判明しました。光沢のある雑誌のコート紙が最適です。 同時に、ページ内の図面や写真は品質に影響を与えません。 唯一のことは、最高の品質を提供する雑誌を実験的に選択する必要があるということです。 一部の雑誌には、トナーがなくてもホイルに滑らかに付着する程度にチョークが施されています。
プリントアウト上のボードの境界は、フレーム内で示すよりも「十字」(このオプションはプログラムにあります) を使用して示す方が良いでしょう。 アイロンをかける際にフレームが紙を引っ張ってしまい、デザインが歪んでしまう場合がございます。
最初は図面がうまく滑らかにならないことがあるので、1 枚の紙に何部か印刷する必要があります。 シート上の描画数はプログラムで設定されます。
ボードのブランクは、正確なサイズにカットする必要はありませんが、端に 6 ~ 10 mm のマージンが残るようにカットする必要があります。 基板の準備ができたら切り取ります。 これは、パターンの外側のパスを適切に作成するために必要です。 これらの特定のパスが十分に平滑化されていない理由は明らかではありません。 したがって、箔の鋭いエッジは、小さな面取りを除去して鈍くする必要があります。
アイロンでデザインを滑らかにする前に、ホイルの表面が滑らかになるようにワークピースをサンドペーパーできれいにする必要があります。 マットな色合い。 この後、アセトンまたはガソリンで表面を脱脂します。
次に、パターンを上にして平らな面に紙を置き、その上にホイルを下にしてブランクのボードを十字に沿って置きます。 ワークピースを固定するには、得られたパッケージの内側で紙の端を曲げます。 アイロンをかける際は、当然紙面を上にしてバッグを置きます。
衣類にアイロンをかけるための通常のアイロンは200度に加熱する必要があります。 温度はアボメーターで監視することも、実験的に選択することもできます。
アイロンがけは、最初にアイロンの面全体を使ってボードを温め、プロセスの終わりに向かって、アイロンの端で紙を滑らかにします。 アイロンのかけ始めにコート紙がアイロンにくっつくのを防ぐために、きれいな普通紙をアイロンの下に敷いてください。 アイロンがけするワークピースの下に段ボールフォルダーまたは雑誌を置くことをお勧めします。 これにより、ボードがある程度たわむことができ、ボード自体とデスクトップの凹凸の影響が排除されます。
アイロンをかけた後は、デザインがボードにしっかりと固定されるように、もう一度アイロンを当ててパッケージ全体を冷やします(冷たいアイロンのみ)。
これらの手順の後、滑らかにした紙を50〜60度の温水に浸す必要があります。 紙が十分に濡れたら、慎重に取り除きます。 ボードに貼り付いた残りの紙は、デカールと同様に指でこすって取り除きます。
感想を受け取ってから 良品質、ワークピースは通常どおり塩化第二鉄溶液でエッチングする必要があります。 エッチング後、パターンをアセトンまたはガソリンで除去します。
Sprint-Layout プログラムを使用すると、描画を行うことができます。 接触領域部品用の穴。 これらの穴は少なくとも 0.7 ~ 0.8 mm の直径で開ける必要があります。 その後、それらのフォイルが PCB にエッチングされ、穴を開ける必要はなくなります。ドリルはこれらのエッチングされた穴の中心に配置されます。 穴あけの精度は、40 リード パッケージ内の超小型回路でさえ、脚を曲げることなく所定の位置に「収まる」ほどです。
ボリス・アラディシュキン
プリント回路基板– これは誘電体ベースであり、その表面および体積内に導電パスが次のように適用されます。 電気図。 プリント基板は機械的に固定できるように設計されており、 電気接続電子・電気製品のリード線をはんだ付けすることで相互に接続します。
プリント基板にパターンを適用する方法に関係なく、グラスファイバーからワークピースを切り出し、穴を開け、プリント基板をエッチングして通電トラックを得る作業は、同じ技術を使用して実行されます。
手動塗布技術
PCB トラック
テンプレートの準備
PCB レイアウトが描かれる紙は通常薄く、特に手動で穴を開ける場合はより正確に穴を開けることができます。 手作りドリルドリルが側面に通らないように、ドリルをより密にする必要があります。 これを行うには、PVA や Moment などの接着剤を使用して、プリント基板の設計を厚い紙または薄くて厚いボール紙に貼り付ける必要があります。

ワークの切断
適切なサイズのフォイルグラスファイバーラミネートのブランクを選択し、プリント基板テンプレートをブランクに適用し、マーカー、柔らかい鉛筆、または鋭利な物体でマーキングして周囲の輪郭を描きます。

次に、ガラス繊維ラミネートを、金属ハサミを使用してマークした線に沿って切断するか、金鋸で切り出します。 ハサミの切断速度が速く、ゴミも出ません。 ただし、ハサミで切断するとグラスファイバーが強く曲がるため、銅箔の接着強度が若干低下し、再はんだ付けが必要な場合にはトラックが剥がれる可能性があることを考慮する必要があります。 したがって、ボードが大きく、トレースが非常に薄い場合は、金ノコを使用して切断することをお勧めします。

プリント基板パターンのテンプレートは、モーメント接着剤を使用して切り取られたワークピースに接着されます。モーメント接着剤の 4 滴がワークピースの角に塗布されます。

接着剤はわずか数分で固まるので、すぐにラジオ部品用の穴を開け始めることができます。
穴あけ
直径0.7〜0.8 mmの超硬ドリルを備えた特別なミニボール盤を使用して穴を開けるのが最適です。 ミニボール盤が利用できない場合は、シンプルなドリルを使用して低電力ドリルで穴を開けることができます。 ただし、万能ハンドドリルを使用して作業する場合、壊れたドリルの数は手の硬さによって異なります。 1つのドリルだけでは絶対に達成できません。

ドリルをクランプできない場合は、ドリルのシャンクを数枚の紙または 1 枚のサンドペーパーで包みます。 細い金属ワイヤーをシャンクの周りにしっかりと巻き付け、回転させます。

穴あけ終了後、すべての穴が開いているか確認してください。 これは、プリント基板を光に当てて見るとはっきりとわかります。 ご覧のとおり、穴の欠落はありません。
地形図の適用
ガラス繊維ラミネート上の導電パスとなる箔の部分をエッチング中の破壊から保護するために、それらの部分を水溶液に溶解しにくいマスクで覆う必要があります。 パスを描画しやすいように、柔らかい鉛筆またはマーカーを使用して事前にマークを付けておくことをお勧めします。
マーキングを適用する前に、プリント基板テンプレートを接着するために使用された接着剤の痕跡を除去する必要があります。 接着剤はあまり固まっていないので、指で転がすと簡単に剥がすことができます。 フォイルの表面も、アセトンやホワイト アルコール (いわゆる精製ガソリン) などの何らかの手段を使用して布を使用して脱脂する必要があります。 洗剤フェリーなどの食器洗いに。

プリント基板のトラックにマークを付けた後、その設計の適用を開始できます。 防水エナメルはパスを描くのに適しています。 アルキドエナメル PFシリーズを白色アルコール溶剤で適当な濃度に希釈したものです。 パスを描くことができます さまざまな楽器– ガラスまたは金属製の描画ペン、医療用針、さらには爪楊枝。 この記事では、インクで紙に描くための描画ペンとバレリーナを使用して、回路基板のパターンを描画する方法を説明します。

以前はコンピューターがなく、すべての図面はワットマン紙に単純な鉛筆で描かれ、インクでトレーシングペーパーに転写され、コピー機を使用してコピーが作成されていました。
描画はバレリーナで描画されるコンタクト パッドから始まります。 これを行うには、バレリーナ製図板のスライドジョーのギャップを必要な線幅に調整し、円の直径を設定し、2番目のネジで調整を実行し、製図板を軸から遠ざける必要があります。回転。
次に、バレリーナの画板に、筆を使って絵の具を5~10mmの長さで埋めていきます。 プリント基板への保護層の塗布には、乾燥が遅く、静かに作業できるPFまたはGF塗料が最適です。 NTsブランドの塗料も使えますが、乾燥が早くて作業が難しいです。 塗料はしっかりと密着し、広がってはいけません。 塗装する前に、塗料を液体の粘稠度に希釈する必要があります。適切な溶剤を少しずつ加え、激しくかき混ぜながらグラスファイバーの破片に塗装してみてください。 ペイントを扱うには、マニキュアワニスのボトルにペイントを注ぎ、その中に耐溶剤性のブラシが取り付けられているのが最も便利です。
バレリーナの描画ボードを調整し、必要なライン パラメータを取得したら、コンタクト パッドの適用を開始できます。 これを行うには、軸の鋭い部分を穴に挿入し、バレリーナのベースを円を描くように回転させます。

描画ペンを正しく設定し、プリント基板の穴の周囲のペイントを適切な濃度にすると、完全な円が得られます。 丸い形。 バレリーナの絵の描き方が下手になったら、画板の隙間から残った乾いた絵の具を布で取り除き、画板を新しい絵の具で満たします。 このプリント基板上のすべての穴を円で描くには、描画ペンを 2 回補充するだけで、時間は 2 分もかかりません。
基板上の丸いパッドを描画したら、手描きペンを使用して導電パスの描画を開始できます。 手動製図板の準備と調整は、バレリーナの準備と何ら変わりません。
追加で必要なのは、平らな定規だけです。平らな定規の一方の側面の端に沿って厚さ 2.5 ~ 3 mm のゴム片が接着されているため、定規が操作中に滑らず、グラスファイバーが定規に触れずに自由に通過できます。それの下に。 木製の三角形は定規として最適であると同時に、プリント基板を描くときに手の支えとしても機能します。

トラックを描くときにプリント基板が滑らないようにするには、プリント基板をサンドペーパー シートの上に置くことをお勧めします。サンドペーパー シートは、紙の側面が一緒にシールされた 2 枚のサンドペーパー シートで構成されています。

パスや円を描くときに接触した場合は、何も対策を取る必要はありません。 プリント基板上の塗料を触っても汚れなくなるまで乾燥させ、ナイフの先端を使ってデザインの余分な部分を取り除きます。 塗料をより早く乾燥させるために、ボードを暖かい場所、たとえば室内に置く必要があります。 冬時間暖房用バッテリーに。 で サマータイム何年も - 太陽の光の下で。

プリント基板上の設計が完全に適用され、すべての欠陥が修正されたら、エッチングに進むことができます。
プリント基板設計技術
レーザープリンターを使用する
レーザープリンターで印刷する場合、トナーによって形成された画像は、静電気によってフォトドラムに転写されます。 レーザー光線紙に絵を描きました。 トナーは静電気のみによって用紙上に保持され、画像が維持されます。 トナーを定着させるには、紙をローラーの間で回転させます。ローラーの 1 つは 180 ~ 220°C の温度に加熱されたサーマル オーブンです。 トナーが溶けて紙の質感に浸透します。 冷却されるとトナーは硬化し、紙にしっかりと付着します。 紙を再度 180 ~ 220°C に加熱すると、トナーは再び液体になります。 トナーのこの特性は、電流が流れるトラックの画像を家庭のプリント基板に転写するために使用されます。
PCB 設計を含むファイルの準備ができたら、レーザー プリンターを使用してそれを紙に印刷する必要があります。 この技術のプリント基板図面の画像は、部品が取り付けられる側から見る必要があることに注意してください。 インクジェット プリンタは原理が異なるため、これらの用途には適していません。
デザインをプリント基板に転写するための紙テンプレートの準備
オフィス機器用の普通紙にプリント基板のデザインを印刷すると、その多孔質構造により、トナーが紙本体の奥深くまで浸透し、プリント基板にトナーが転写されたときに、そのほとんどが残ります。紙の中で。 さらに、プリント基板から紙を取り除くのが難しくなります。 長時間水に浸す必要があります。 したがって、フォトマスクを準備するには、多孔質構造を持たない紙、たとえば写真用紙、基板が必要です。 粘着フィルムラベル、トレーシングペーパー、光沢のある雑誌のページなど。
PCB 設計を印刷する用紙として古いストック トレーシング ペーパーを使用します。 トレーシングペーパーは非常に薄いため、プリンターでテンプレートを直接印刷することはできません。 この問題を解決するには、印刷する前に、必要なサイズのトレーシングペーパーの隅に接着剤を一滴塗布し、A4 のオフィス用紙に接着する必要があります。

この技術を使用すると、最も薄い紙やフィルムにもプリント基板の設計を印刷できます。 図面のトナーの厚さを最大にするには、印刷する前に、エコノミー印刷モードをオフにして「プリンタのプロパティ」を設定する必要があります。この機能が利用できない場合は、最も目の粗い用紙の種類を選択してください。たとえば、段ボールなど。 最初はうまく印刷できない可能性が高く、少し試して、選択する必要があります。 ベストモードレーザープリンター印刷。 この技術段階でのレタッチは無駄であるため、結果として得られるデザインのプリントでは、プリント基板のトラックとコンタクト パッドが隙間や汚れがなく緻密である必要があります。

残っているのは輪郭に沿ってトレーシングペーパーをカットすることだけです。これでプリント基板を作成するためのテンプレートが準備でき、次のステップに進み、画像をグラスファイバーラミネートに転写することができます。
デザインを紙からグラスファイバーに転写する
プリント基板設計の転送は最も重要なステップです。 この技術の本質はシンプルです。プリント基板のトラックのパターンが印刷された面を備えた紙をグラスファイバーの銅箔に貼り付け、強い力で押し付けます。 次に、このサンドイッチを 180 ~ 220℃の温度に加熱し、室温まで冷却します。 紙は剥がされ、デザインはプリント基板に残ります。
職人の中には、電気アイロンを使って紙からプリント基板にデザインを転写することを提案する人もいます。 この方法を試してみましたが、結果は不安定でした。 トナーが必要な温度まで加熱されることと、トナーが硬化するときに紙がプリント基板の表面全体に均一に押し付けられることを同時に確保することは困難です。 その結果、パターンは完全に転写されず、プリント基板のトラックのパターンにギャップが残ります。 レギュレーターがアイロンの最大加熱に設定されていたにもかかわらず、アイロンが十分に加熱されていなかった可能性があります。 アイロンを開けてサーモスタットを再設定したくありませんでした。 そこで、私は、より労力がかからず、100% の結果が得られる別のテクノロジーを使用しました。
プリント基板のサイズにカットし、アセトンで脱脂したフォイルグラスファイバーラミネートの上に、パターンが印刷されたトレーシングペーパーを角に貼り付けました。 トレーシングペーパーの上に、より均一な圧力を加えるために事務用紙のシートを置きました。 得られたパッケージを合板シートの上に置き、その上を同じサイズのシートで覆いました。 このサンドイッチ全体をクランプで最大の力でクランプしました。

残っているのは、準備したサンドイッチを200℃の温度に加熱して冷やすだけです。 加熱には温度コントローラー付きの電気オーブンが最適です。 作成した構造をキャビネットに置き、設定温度に達するまで待ち、30分後にボードを取り出して冷却するだけで十分です。

電気オーブンがない場合は、 ガスオーブン、内蔵温度計を使用してガス供給ノブを使用して温度を調整します。 温度計がない場合、または温度計が故障している場合は、パイを焼くときの調節ノブの位置を女性が手伝ってください。

合板の端が歪んでいたので、念のため追加のクランプで固定しました。 この現象を避けるには、プリント基板を挟んでクランプすることをお勧めします。 金属シート厚さは5〜6mm。 角に穴を開けてプリント基板をクランプし、ネジとナットを使用してプレートを締めることができます。 M10で十分でしょう。
30 分後、構造が十分に冷えてトナーが固まると、ボードを取り外すことができます。 取り外したプリント基板を一目見ると、トナーがトレーシングペーパーから基板に完全に転写されていることがわかります。 トレーシングペーパーは、印刷されたトラック、接触パッドのリング、およびマーキング文字の線に沿ってしっかりと均等にフィットします。

プリント基板のほぼすべてのトレースからトレーシングペーパーが簡単に剥がれ、残ったトレーシングペーパーは湿らせた布で取り除きました。 しかし、それでも、印刷されたトラックにはいくつかの場所に隙間がありました。 これは、プリンターからの不均一な印刷、またはグラスファイバー フォイル上の汚れまたは腐食の残りの結果として発生する可能性があります。 隙間は防水塗料やマニキュアポリッシュで塗りつぶしたり、マーカーで修正したりできます。

プリント基板の修正にマーカーが適しているかどうかを確認するには、マーカーで紙に線を描き、その紙を水で湿らせる必要があります。 線がにじまない場合はレタッチマーカーが適しています。

家庭でプリント基板をエッチングするには、塩化第二鉄または過酸化水素とクエン酸の溶液を使用するのが最善です。 エッチング後、アセトンに浸した綿棒を使用すると、印刷されたトラックからトナーを簡単に取り除くことができます。
次に、穴が開けられ、導電性パスと接触パッドが錫メッキされ、放射性元素が封止されます。

無線部品を実装したプリント基板の外観です。 その結果、次のような電源とスイッチングユニットが完成しました。 電子システム、ビデ機能を備えた通常のトイレを補完します。
PCBエッチング
家庭でプリント基板を製造する際に、箔付きグラスファイバーラミネートの保護されていない領域から銅箔を除去するには、アマチュア無線家は通常、次の方法を使用します。 化学的方法。 プリント基板はエッチング溶液の中に置かれます。 化学反応マスクで保護されていない銅は溶解します。
ピクルス溶液のレシピ
コンポーネントの入手可能性に応じて、アマチュア無線家は以下の表に示すソリューションのいずれかを使用します。 エッチング溶液は、家庭でのアマチュア無線家による使用の人気順に並べられています。
| ソリューションの名前 | コンパウンド | 量 | 調理技術 | 利点 | 欠陥 |
|---|---|---|---|---|---|
| 過酸化水素とクエン酸 | 過酸化水素 (H 2 O 2) | 100ml | 3%過酸化水素水に溶かす クエン酸そして食卓塩 | コンポーネントの入手可能性、高いエッチング速度、安全性 | 保存されていない |
| クエン酸 (C 6 H 8 O 7) | 30g | ||||
| 食塩(NaCl) | 5g | ||||
| 塩化第二鉄水溶液 | 水(H2O) | 300ml | で 温水塩化第二鉄を溶かす | 十分なエッチング速度、再利用可能 | 塩化第二鉄の入手可能性が低い |
| 塩化第二鉄 (FeCl 3) | 100グラム | 過酸化水素と塩酸 | 過酸化水素 (H 2 O 2) | 200ml | 10% 塩酸を 3% 過酸化水素溶液に注ぎます。 | 高いエッチングレート、再利用可能 | 細心の注意が必要 |
| 塩酸(HCl) | 200ml | ||||
| 硫酸銅水溶液 | 水(H2O) | 500ml | 食塩を50~80℃のお湯に溶かし、 硫酸銅 | コンポーネントの可用性 | 硫酸銅の毒性と遅いエッチング、最大 4 時間 |
| 硫酸銅(CuSO 4) | 50グラム | ||||
| 食塩(NaCl) | 100グラム | ||||
プリント基板をエッチングする 金属製の食器は使用できません。 これを行うには、ガラス、セラミック、またはプラスチック製の容器を使用する必要があります。 使用済みのエッチング液は下水道に廃棄することができます。
過酸化水素とクエン酸のエッチング液
クエン酸を溶解した過酸化水素をベースにした溶液が、最も安全で、最も手頃な価格で、最も速く効果を発揮します。 リストされているすべてのソリューションの中で、これはすべての基準から見て最高です。

過酸化水素はどこの薬局でも購入できます。 ハイドロペライトと呼ばれる3%の液体または錠剤の形で販売されています。 ハイドロペライトから液体の過酸化水素の3%溶液を得るには、重さ1.5グラムの錠剤6個を100mlの水に溶かす必要があります。
結晶の形のクエン酸は、重さ 30 グラムまたは 50 グラムの袋に詰められて、どの食料品店でも販売されています。 食卓塩はどの家庭にもあります。 100 ml のエッチング液は、面積 100 cm 2 のプリント基板から厚さ 35 ミクロンの銅箔を除去するのに十分です。 使用済みの溶液は保管されず、再利用できません。 ちなみに、クエン酸は酢酸でも代用できますが、刺激臭があるため、プリント基板をエッチングする必要があります。 屋外.
塩化第二鉄酸洗液
2 番目に一般的なエッチング液は、塩化第二鉄の水溶液です。 以前は、どのバージョンでも最も人気がありました。 産業企業塩化第二鉄は簡単に入手できました。

エッチング溶液は温度を必要としません。十分に速くエッチングされますが、溶液中の塩化第二鉄が消費されるとエッチング速度は低下します。

塩化第二鉄は吸湿性が非常に高いため、空気中の水分をすぐに吸収します。 その結果、瓶の底に黄色い液体が現れます。 これは部品の品質には影響せず、このような塩化第二鉄はエッチング液の調製に適しています。
使用済みの塩化第二鉄溶液は密閉容器に保管すれば何度でも再利用できます。 再生の対象となる場合は、鉄釘を溶液に注ぐだけです(すぐに銅の緩い層で覆われます)。 何かの表面に付着すると、除去するのが困難な跡が残ります。 黄色い斑点。 現在、塩化第二鉄溶液はコストが高いため、プリント基板の製造にはあまり使用されていません。
過酸化水素と塩酸をベースにしたエッチング液
優れたエッチング液を提供 高速エッチング。 塩酸を、激しく撹拌しながら、3%過酸化水素水溶液に細い流れで注ぎます。 過酸化水素を酸に注ぐことは容認できません。 しかし、その存在のおかげで、 酸洗液 塩酸の基板をエッチングするときは、溶液が手の皮膚を腐食し、接触するすべてのものを台無しにするため、細心の注意を払う必要があります。 このため、家庭で塩酸を含むエッチング液を使用することはお勧めできません。
硫酸銅系エッチング液
硫酸銅を使用してプリント基板を製造する方法は、通常、他の成分に基づいてエッチング液を製造することが不可能な場合に使用されます。 硫酸銅は農薬であり、害虫駆除に広く使用されています。 農業。 さらに、プリント基板のエッチング時間は最大 4 時間ですが、溶液温度を 50 ~ 80 °C に維持し、確実なエッチングを行う必要があります。 永久シフトエッチングされる表面に溶液が付着します。
プリント基板エッチング技術
上記のエッチング溶液のいずれかで基板をエッチングするには、例えば乳製品からのガラス、セラミック、またはプラスチックの皿が適しています。 適切なサイズの容器が手元にない場合は、適切なサイズの厚紙またはボール紙の箱を用意し、その中に詰めることができます プラスチックフィルム。 エッチング液を容器に注ぎ、その表面にプリント基板をパターンを下にして慎重に置きます。 液体の表面張力とその軽さにより、ボードは浮きます。

便宜上、瞬間接着剤を使用してプラグをボードの中央に接着できます。 ペットボトル。 コルクはハンドルと浮きの役割を同時に果たします。 ただし、基板上に気泡が形成され、その場所の銅がエッチングされなくなる危険性があります。

銅を均一にエッチングするには、パターンを上にしてプリント回路基板を容器の底に置き、定期的にトレイを手で振ります。 しばらくすると、エッチング液によっては銅のない部分が現れ始め、その後銅がプリント基板の表面全体で完全に溶解します。

銅がエッチング液に完全に溶解した後、プリント基板を槽から取り出し、流水で徹底的に洗浄します。 トナーはアセトンに浸した布を使ってトラックから取り除きます。また、ペイントは、希望の粘稠度を得るためにペイントに加えた溶剤に浸した布で簡単に取り除きます。
無線コンポーネントを取り付けるためのプリント基板の準備
次のステップは、無線要素を取り付けるためのプリント基板を準備することです。 ボードからペイントを除去した後、細いサンドペーパーで円を描くようにトラックを研磨する必要があります。 銅線のトラックは薄くて簡単に削れるので、あまり気負う必要はありません。 軽い圧力で研磨剤を数回通過させるだけで十分です。

次に、プリント基板の通電経路とコンタクトパッドをアルコールロジンフラックスでコーティングし、錫メッキします。 柔らかいはんだ折衷的なはんだごて。 プリント基板の穴がはんだで埋もれないようにするには、はんだごての先に少量のはんだを付けておく必要があります。

プリント基板の製造が完了したら、あとは無線部品を指定の位置に挿入し、リード線をパッドにはんだ付けするだけです。 はんだ付けする前に、部品の脚をアルコールロジンフラックスで湿らせる必要があります。 無線コンポーネントの脚が長い場合は、はんだ付けする前に、プリント基板の表面からの突出長さが 1 ~ 1.5 mm になるようにサイド カッターで切断する必要があります。 部品の取り付けが完了したら、アルコール、白アルコール、アセトンなどの溶剤を使用して、残ったロジンを除去する必要があります。 それらはすべてロジンをうまく溶解します。

この単純な容量性リレー回路の実装には、プリント基板製造用のトラックのレイアウトから動作サンプルの作成まで 5 時間もかかりませんでした。このページを入力するのにかかる時間よりもはるかに短くなりました。
どのような電子機器でも、多数の部品を接続する必要があります。 もちろん、デバイスを回路基板にはんだ付けすることもできますが、多くの間違いを犯す危険性が高く、デバイス自体の外観は非常に醜くなります。 あらゆる方向に突き出たワイヤーを気に入るのは、トラッシュデザインの愛好家だけです。 ということで、プリント基板を作っていきます!
わかりやすくするために、Laser Iron 別名 LUT 法を使用したプリント基板の作成をテーマにしたビデオ レッスンを作成しました。
PCB からの基板の準備から穴あけ、錫めっきまでの全サイクル。
プリント基板はフォイル絶縁材 (getinax、グラスファイバー、フッ素樹脂) でできています。 金属箔は絶縁材料のシートの片面にしっかりと接着されているため、将来的にはあらゆる形状の印刷導体を得ることが可能になります。 これらは、以下に従ってプリント基板に取り付けられた 2 つ以上の部品のリード線を接続する箔のストリップです。 回路図無線装置。
プリント基板を作るには何が必要ですか?
0) 電子形式でのプリント基板の図面。
1) レーザー プリンター、将来のボードの印刷用。 プリンタには、用紙の曲がりを最小限に抑えて印刷する直線的なパスを備えていることが望ましいです。 私はSamsung ML1520を持っています。 トナーを節約せずに最大限に印刷してください。
2) 箔 PCB。
3) インクジェット印刷用写真用紙ローモンド 120gsm、光沢のある、改良されたコーティングを施した片面。 Lomond 230gsm 光沢紙でも良好な結果が得られます。
4) 金属 + プラスチック毛のスエード ブラシ (オプション)
5) アセトン
6) ヌレフカの皮
導体の形状、数、 相互の取り決めデバイスの図、使用される要素、およびプリント回路基板の図面を作成するアマチュア無線家の経験によって決まります。
図面は、非常に特殊なタイプの要素の設置用に作成されていることに留意する必要があります。 一部の素子の種類が異なる場合(例:K50-6タイプのコンデンサをピン配列の異なるK53-4タイプのコンデンサを使用する場合)、それに応じて基板図面も変更する必要があります。
ほとんどの場合、アマチュア無線家はプリント基板の製造に、STF ブランドのフォイルで覆われたグラスファイバーラミネートまたは GF ブランドのフォイルでコーティングされたゲティナックを使用します。 Getinax はグラスファイバーに比べて特性が若干劣りますが、ほとんどの用途に非常に適しています。 アマチュア無線の設計。 getinax を使用する場合は、はんだ付け中に印刷導体が過熱すると箔が簡単に剥がれてしまう可能性があるため、低融点はんだ (POSK-50、POS-40、POS-61) を使用してください。
工業的に生産される箔材料にはさまざまな厚さがあります。 通常、厚さ1.5mmの材料が使用されます。 ただし、基板が大きく、その上に大量の要素を取り付ける必要がある場合には、厚さ2〜2.5 mmの材料が使用されます。
既製のホイル材料がない場合は、自分で作ることができます。
厚さ1.5〜2 mmのgetinaxとシート銅箔(厚さは0.05〜0.1 mmの範囲である必要があります)から、将来のボードのサイズにブランクを切り取ります-同じサイズのプレート。 接着する表面を目の細かいサンドペーパーで研磨し、ほこりを取り除き、アセトンまたはガソリンで脱脂します。 BF-2 接着剤の薄い層を getinax とホイルに塗布し、室温で 1 時間乾燥させます。次に、接着剤の 2 層目を塗布し、約 30 分間乾燥させます。その後、ホイルを getinax の上に置き、転がします。ハードローラーで真ん中から端まで伸ばします。 このように加工したワークをプレスやバイスの下に置き、2〜3日間放置します。
2枚の金属板の間にワークピースを置き(さらにホイル側にボール紙を置きます)、袋全体をしっかりと絞ります。
プリント基板の描画
1:1 のスケールでプリント導体の側面からプリント回路基板の補助図面を作成し、将来の穴の中心を点でマークします。
数滴のゴム糊を使って、デザインをホイルに接着します。 パンチを使用し、小さなハンマーで軽く叩いて、将来のすべての穴の中心を交互にフォイルに転写します。
センターパンチをボードの表面に対して垂直に保つと、マーキングが不正確になります。 センターパンチの跡が目立つように、この操作の前にホイルを研磨しないでください。
デザインをワークピースから取り外し、ドリルで穴を開けます。 部品のリード線の穴は 0.8 ~ 1 mm であるため、これをボール盤で行うのが最善です。 電気ドリルを使用することもできます。 これを行うには、ボール紙を通してワークピースを万力に固定するか、ホイルを手前に向けてガスケットを取り付けます。 椅子に座り、左肘を作業台に置き、手のひらに電動ドリルを置き、右手でドリルのハンドルを持ちます。
両手を協調して動かし、水平面内でのドリルの送りを調整します。 穴を開けるときは、作業の最後にワークピースの位置を変更し、すべての穴が開いていることを確認します。
細かいサンドペーパーでホイルを研磨し、ほこりや残ったゴム接着剤を取り除き、アセトンで表面を脱脂します。 プリント基板の処理が完了するまでは、フォイルに手で触れないように注意してください。
エッチング後にプリント導体が基板上に確実に残るようにするには、フォイルの対応する領域を耐酸性ワニスまたはペイントで塗装します。 ほとんどの場合、アマチュア無線家はニトロ エナメルを使用します。 乾燥が早く、ホイルの表面によく接着します。 使いやすくするために、塗料を小さなガラスまたは金属の容器に少しずつ注ぎ、そこからすくい上げます。 を使用して、画像を紙から箔に転写できます。 通常のまたはガラスの描画ペン、改造された医療用注射器、ボールが取り外されたペンのリフィル、または通常の先のとがったマッチ。 穴もペイントで覆うことをお勧めします。これにより、エッチング中に穴の壁が溶液に浸るのを防ぐことができます。 マッチに伸びた「糸」が現れたらすぐに、ペイントの部分を変更してください。そうしないと、基板上の導体間に細い橋が形成され、デバイスが動作できなくなります。
デザインを転写するには、アスファルトアスファルトビチューメンワニス、着色されたツァポンバーク、BF接着剤、いくつかの種類のインクとインクを使用することもできます。
すべての導体が描画されたら、描画の品質をチェックし、必要に応じて「導体」の外観を修正し、ジャンパーを取り外し、接触パッド間のギャップを調整します (少なくとも 1 mm である必要があります)。 図面を確認するときは、虫眼鏡を使用することをお勧めします。
一部のアマチュア無線家は、代わりにペイントやワニスを使用します。 粘着テープ- Skoch、そこから「導体」と「接触パッド」を切り取り、写真に従ってホイルに貼り付けます。 エッチング用に基板を準備するこの方法を使用したい場合は、テープ部分の品質を注意深く監視することをお勧めします。そうしないと、導体に断線が発生する可能性があります。 もっと 高品質図面は次を使用して取得できます 特別な装置絵を描くため。 そのうちの 1 つの設計の説明については、Yu. V. Bezdelev の著書「アマチュア設計におけるフラットおよびボリュームモジュール」(出版社「エネルギー」より 1977 年に出版)を読むことで知ることができます。
推奨される溶液のいずれかで基板をエッチングし、ペイント、ワニス、または粘着テープで保護されていないフォイルの領域を除去します。 エッチングの主な材料は塩化第二鉄の溶液で、化学薬品店で粉末または顆粒で販売されています。 溶液を得るには、塩化第二鉄粉末の約 3/4 をグラスに注ぎ、以下を加える必要があります。 温水.
基板エッチング
エッチングには、写真キュベットなどのガラスまたはプラスチックの容器を使用します。 パターンを上にして基板を溶液に置き、基板の表面全体が溶液で満たされるようにします。 容器を振ったり加熱したりすると、エッチングプロセスが加速されます。 酸洗すると有毒ガスが発生するため、換気の良い場所または屋外で作業してください。 定期的にボードの状態を確認するために、木製またはプラスチックの棒を使ってボードを持ち上げて検査してください。この目的には使用しないでください。 保護されていない領域の箔が完全に消えたことを確認したら、エッチングプロセスを停止します。
たとえば、洗濯ばさみを使用してボードを流水に移し、十分にすすぎ、室温で乾燥させます。
溶液を再利用する場合は、密閉容器に注ぎ、冷暗所に保管してください。 繰り返し使用すると効果が減少しますのでご注意ください。
塩化第二鉄溶液を扱うときは、浴槽やシンクの表面だけでなく、手やその他の露出した身体の部分にもつかないように注意してください。後者は、洗い流すのが難しい黄色い汚れを残す可能性があります。
鉄やすりを塩酸で処理することで、独自の塩化第二鉄溶液を作ることができます。 10パーセント塩酸25重量部をとり、鉄やすり1重量部と混合します。 混合物を密閉容器に入れ、暗所に5日間保管し、その後使用できます。 エッチング用の容器に溶液を注ぐときは、溶液を振らないでください。沈殿物は、溶液を調製した容器の中に残るはずです。
塩化第二鉄溶液での基板エッチングプロセスの時間は、溶液の濃度、その温度、箔の厚さに依存し、通常は 40 ~ 50 分です。
基板をエッチングするための溶液は、塩化第二鉄に基づいて調製されるだけではありません。 硫酸銅の水溶液と、 食卓塩。 500mlに溶かすだけで簡単に作れます。 お湯(約80℃) 食卓塩大さじ4と硫酸銅大さじ2を粉砕します。 溶液をすぐに使用すると効果は低くなりますが、2 ~ 3 週間保管すると効果が大幅に高まります。
このような溶液中での基板のエッチング時間は3時間以上である。
酸ベースの溶液を使用すると、エッチング時間の大幅な短縮が達成できます。 たとえば、濃硝酸溶液中で基板をエッチングするプロセスは、わずか 5 ~ 7 分しかかかりません。
この場合、ボールを取り外した万年筆の筆記ユニットとガラスペンを使用して、中程度の粘度のベークライトワニスでデザインを適用します。 ツールを充填するときは、ツールの作業端をワニスの中に下げ、塩化ビニルチューブを通して空気を吸引してもう一方の端を真空にします。エッチング後、ボードを石鹸と水でよく洗います。
塩酸と過酸化水素の溶液を使用すると良好な結果が得られます。 準備するには、密度 1.19 g/cm3 の塩酸 20 部 (体積比)、医薬品過酸化水素 4 部、水 40 部を用意します。 まず水と過酸化水素を混合し、次に酸を注意深く加えます。 今回はニトロペイントで描きました。
酸ベースの溶液をガラスに注ぐか、 セラミック皿換気の良い場所でのみ作業してください。
基板のガルバニックエッチング方法
これにはソースが必要になります。 直流電圧25〜30 Vおよび食塩の濃縮溶液。 ワニ口クリップを使用して、ソースのプラス極をボードフォイルの塗装されていない領域に接続し、ソースのマイナス極から出ているワイヤーの露出したループ状の端に綿棒を取り付けます。 後者を食塩水にたっぷりと浸し、ホイルに軽く押し付けて、ボードの表面に沿って動かします。綿棒の動きは数字の8の外観に似ています。ホイルは「洗い流された」ように見えます。 」 タンポンは汚れたら交換しましょう。
いずれの場合も、エッチングプロセスの完了後、基板は流水で徹底的に洗浄されます(たとえば、 給水栓、乾燥させた後、アセトン、ホワイトスピリット、その他同様の溶剤でペイントを除去します。 穴に残った塗料は細い千枚通しや針などで取り除きます。
次に、最も細かいサンドペーパーまたはインク消しゴムで導体をピカピカになるまで磨き、基板からすべての異物を取り除き、次の方法で導体に錫メッキをします。 アルコール - ロジン フラックス (15% ロジンと 15% エチル アルコール) で導体を潤滑します。 、シールドケーブルから編組片を取り出し、これにフラックスを染み込ませ、少量のPOS-61はんだをはんだごての先端に置き、編組を通してホイルにはんだを「こすり付け」ます。 はんだごての速度は、導体が適切に錫メッキされるが、基板材料から剥がれない程度の速度にする必要があります。 この作業を行うときは、ボードが動かないように固定することをお勧めします。 接触パッドのみに錫メッキを施すように制限することもできます。
導体の錫メッキが完了したら、残っているフラックスを除去し、 余分なはんだ(穴からのものも含む)、ボードの品質を確認し、その上に無線要素の取り付けを開始します。
自作プリント基板
レーザーアイロン技術を使用して自宅でプリント基板を作成する方法。 これは、紙から将来のプリント回路基板の金属化表面へのトナーの熱転写を指します。
レーザーアイロン技術を使用してプリント基板を作成しようと何度も試みましたが、信頼性が高く、簡単に再現できる結果を得ることができませんでした。 さらに、基板を作成するときは、パッドに 0.5 mm 以下のサイズのエッチング穴が必要です。 その後、直径 0.75 mm のドリルの芯出しに穴を開けるときに使用します。
欠陥は、トラック幅のシフトまたは変化、および紙を除去した後に銅箔上に残るトナーの厚さの不均等という形で現れます。 さらに、エッチング前に紙を除去するときに、トナーのすべての穴からセルロース残留物を除去するのは困難である。 その結果、プリント基板をエッチングする際にさらなる困難が生じますが、これは逆のことを行うことでのみ回避できました。 http://oldoctober.com/ru/
結婚に至った理由としては、以下のようなことが考えられます。
用紙の加熱温度 高温歪み始めます。 一方、グラスファイバー箔の温度は常にわずかに低くなります。 トナーは部分的に箔に付着していますが、紙側では溶けたままです。 反ると紙が移動し、導体の元の形状が変化します。
初めに、このテクノロジーにはいくつかの欠点がないわけではないことを警告したいと思います。
1 つ目は、熱転写用の特殊紙が不足していることです。代わりに、粘着ラベルに適した紙を選択することをお勧めします。 残念ながら、すべての紙が適しているわけではありません。 ラベルの密度が高く、裏地の表面が滑らかで滑らかなものを選択する必要があります。
2 番目の欠点は、プリント回路基板のサイズがアイロンの底板のサイズによって制限されることです。 さらに、すべてのアイロンがフォイルグラスファイバーラミネートを十分に均一に加熱できるわけではないため、最も重いものを選択することをお勧めします。
しかし、これらすべての欠点にもかかわらず、以下に説明するテクノロジーにより、小規模生産において安定した再現性の高い結果を得ることができました。
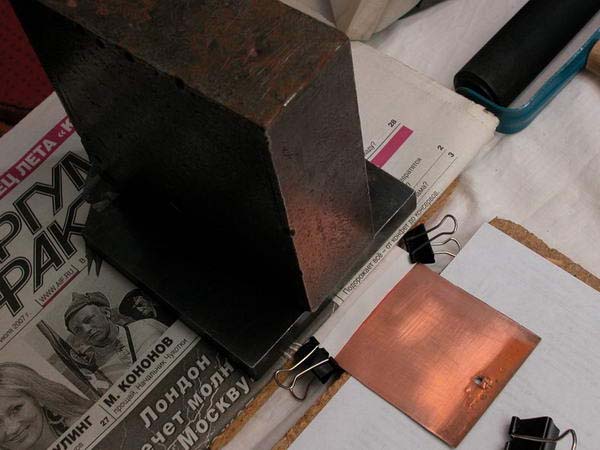
伝統的なプロセスの変化の本質は、トナーで紙を加熱するのではなく、フォイルグラスファイバー自体を加熱することが提案されていることです。
この方法の主な利点は、トナー溶融ゾーンの温度制御が容易であることです。 さらに、ゴムローラーを使用すると、圧力を均一に分散でき、トナーの粉砕を防ぐことができます(他の材料をテストしていないため、ガラス繊維ホイルについては随所に書きます)。
この技術はフォイルグラスファイバーラミネートにも同様に適しています。 異なる厚さ, ただし、ハサミで簡単にカットできるため、厚さ1ミリメートル以下の材料を使用するのが良いです。
そこで、最も粗末なフォイルグラスファイバーラミネートを一枚取り、サンドペーパーで加工します。 将来のトラックに損傷を与える可能性があるため、非常に大きなサンドペーパーを使用しないでください。 ただし、新しいグラスファイバーがある場合は、やすりをかける必要はありません。 いずれの場合でも、銅の表面を徹底的に洗浄し、脱脂する必要があります。

熱転写用のステンシルを作成します。 これを行うには、ラベル用紙から必要な部分を切り取り、ラベル自体を台紙から切り離します。 台紙がプリンターの機構に引っかかるのを防ぐために、シートの先頭にラベルを残しておく必要があります。
トナーが塗布される素材上の領域には手で触れないでください。

フォイルグラスファイバーラミネートの厚さが1ミリメートル以下の場合、個々のボードの端の間の距離は0.2 mm、それより大きくて弓鋸でワークピースを切断する場合は1.5 mmを選択できます。 -2.0mm、刃厚、加工公差により異なります。

プリンタードライバーにデフォルトでインストールされているトナー層を使用しますが、「B&W Halftones:」(白黒ハーフトーン)は「ベタ」を選択してください。 つまり、ラスターが表示されないようにする必要があります。 ステンシルには見えないかもしれませんが、トナーの厚みに影響を与える可能性があります。

ステンシルをフォイルグラスファイバーに固定します ペーパークリップ。 アイロンと接触しないように、ステンシルの自由端に別のペーパークリップを取り付けます。
トナーの融点 さまざまなブランドおよそ160〜180℃です。 そのため、アイロンの温度は10〜20℃高めに設定してください。 アイロンの温度が 180℃ に達しない場合は、調整する必要があります。

加熱する前に、アイロンのソールプレートからグリースやその他の汚染物質を完全に取り除く必要があります。
図に示すように、アイロンを180〜190度の温度に加熱し、ガラス繊維ホイルにしっかりと押し付けます。 アイロンの位置が異なると、ボードの加熱が不均一になる可能性があります。これは、通常、アイロンは広い部分で 20 ~ 30℃ 多く加熱されるためです。 2 分ほど待ちます。

この後、アイロンを外し、写真を転がすためのゴムローラーを使用して、一度にステンシルをガラス繊維ホイル上に強制的に転がします。
回転中にトナーが潰れる場合、つまりトラックが横に移動するか形状が変化する場合は、プリンター ドライバーのトナーの量を減らす必要があります。
ローラーの中心は常にボードの中心に沿って移動する必要があります。 ローラーハンドルは、ハンドルの「周囲」に向かう力ベクトルの発生を防ぐような方法で保持する必要があります。

ステンシルをさらに数回しっかりと巻き、重量を均等に分散するために数回折りたたんだ新聞紙を敷いた後、得られた「サンドイッチ」を重いもので押します。
ステンシルは毎回同じ方向に巻く必要があります。 ステンシルを貼り付けたところからローラーが動き始めます。
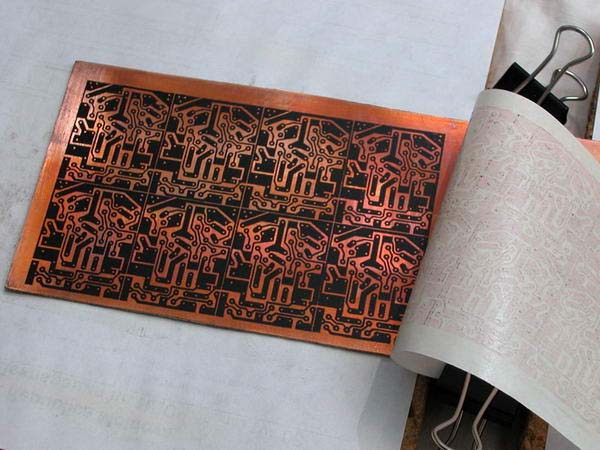
約 10 分後、プレスを取り外し、ステンシルを取り外すことができます。 これが起こったのです。

今、私たちはする必要があります 裏側後でエッチング中にこのボードを保持できるもので、何らかの方法でボードを接着します。 (私はホットグルーを使います。)

塩化第二鉄溶液で基板をエッチングします。
溶液を準備するにはどうすればよいですか?
塩化第二鉄の入った瓶の封が開けられている場合、そこにはすでに超濃縮溶液が存在している可能性が高くなります。 ピクルスボウルに注ぎ、少量の水を加えることができます。
塩化第二鉄がまだ水で覆われていない場合は、自分で行うことができます。 おそらくクリスタル自体を瓶から取り出すこともできますが、これに家宝の銀を使用しないでください。
高濃度の溶液ではエッチングプロセスが機能しないため、そのような溶液を入手したら、少量の水を追加する必要があることに注意してください。
ビニールプラスチック製のフォトバスを皿として使用するのが最適ですが、他のものを使用しても問題ありません。
写真は、表面張力によりボードが溶液の表面に浮いていることを示しています。 この方法は、エッチング生成物が基板表面に残らず、すぐに槽の底に沈むので優れています。

エッチングの最初に、基板の下に気泡が残っていないことを確認する必要があります。 エッチング処理中は、基板全面に均一にエッチングが進んでいることを確認することをお勧めします。
不均一性がある場合は、古い歯ブラシなどを使用してプロセスを活性化する必要があります。 ただし、これはトナー層を破壊しないように慎重に行う必要があります。
接触パッドの穴には特に注意を払う必要があります。 エッチングプロセスがすぐに開始されなかった領域は明るくなります。 原則として、プロセスの最初に表面全体とすべての穴を暗くするだけで十分であり、その後、成功は当然の結論になります。

基板の主要部分が 15 分でエッチングされる場合は、それ以上エッチングしないでください。 合計時間エッチングを2回以上、つまり30分以上行う。 さらにエッチングすると、導体の幅が狭くなるだけでなく、トナーが部分的に破壊される可能性もあります。
通常、コンタクト パッドの 0.5 mm の穴はすべて 2 倍の時間でエッチングされます。
モーターは小さな偏心機構を回転させ、溶液内に振動を発生させます (ボードを定期的に持ち上げて移動する場合は必要ありません)。
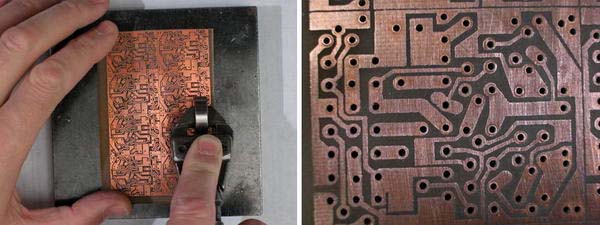
アセトンに浸した綿棒でトナーを洗い落とします。
これが起こったのです。 左側では、ボードはまだトナーで覆われています。 トラックの幅は0.4mmです。


これで、穴あけ中に銅に形成されたバリを取り除くことができます。 これを行うには、まず、便利なフレームに固定されたボール ベアリングを使用して、それらを巻き上げます。 この場合、ボードを固体の上に配置することをお勧めします。 平面。 次に、銅の表面に酸化物が形成されている場合は、目の細かいサンドペーパーを使用して、酸化物を除去します。
ワークピースに錫メッキを施し、最初にフラックスの層をコーティングします。



私は事務用品店に行き、粘着ラベルが貼られたパッケージの写真を撮りました。 この用紙は熱転写には適していません。 ただし、他にない場合は、これを変更して使用できます。

熱転写に最も便利な紙は、フィンランドの Campas 社によって製造されました。 また、小さなパッケージには識別マークがないため、テストしないと識別できない可能性があります。
アンドレーエフ S.
プリント基板は自宅でも作れます。 品質は工場生産とほとんど変わりません。 特定の手順に従うことで、あなた自身が自家製製品に対してこれを繰り返すことができます。
まず、印刷されたトラックのパターンを準備する必要があります。 プリント基板のレイアウト方法についてはここでは説明しません。雑誌やインターネットから取得した図面、または個人的に描いた図面、または 特別番組。 パターンの準備は、印刷されたトラックのパターンをワークピースに適用する方法によって異なります。 現在、最も一般的な 3 つの方法は、油性マーカーによる手描き、「レーザーアイロン」方法、およびフォトレジストへの写真露光です。
最初の方法
最初の方法は単純なボードに適しています。 ここで、図面準備の最終点は、線路側から見た 1:1 の縮尺で紙に画像を作成する必要があります。 すでに 1:1 の紙の画像がある場合は適しています。たとえば、Radioconstructor マガジンでは、基本的にすべてのボードが 1:1 です。 しかし、他の出版物、特にインターネットでは、すべてがそれほどスムーズであるわけではありません。
異なる縮尺の紙画像がある場合は、変倍機能付きの複写機でコピーするなどして、それに応じて拡大または縮小する必要があります。 または、コンピュータにスキャンしてグラフィック ファイルを作成し、グラフィック エディタ (たとえば、 アドビフォトショップ) 寸法を 1:1 にしてプリンタで印刷します。 インターネットから入手した基板図面も同様です。
したがって、線路の側面からの眺めを 1:1 で描いた紙の図面があります。 ホイルグラスファイバー製のブランクを取り、ホイルを「ヌル」で少し研磨し、ブランクに型紙を置き、動かないようにテープなどで貼り付けます。 そして、千枚通しまたはタップを使って、穴があくべき箇所で紙に穴を開け、はっきりと見えるが浅い跡がホイルに残ります。
次のステップは、ワークピースから紙を取り除くことです。 印を付けた場所にドリルで穴を開けます 必要な直径。 次に、線路のパターンを見ながら、印刷された線路と取り付けパッドを油性マーカーで描きます。 取り付けパッドから描画を開始し、それらを線で接続します。 太い線が必要な場合は、マーカーで数回描きます。 または、太い線で輪郭を描いてから、内側をしっかりと塗りつぶします。 エッチングについては後で見てみましょう。
第二の方法
2 番目の方法は、アマチュア無線家によって「レーザーアイロン」と呼ばれていました。 この方法は人気がありますが、非常に気まぐれです。 必要なツール、 - 新しいカートリッジを備えたレーザープリンター(私の経験では、詰め替えカートリッジはこれにはまったく適していません)、普通の家庭用アイロン、非常に扱いにくい紙。
ということで、図面の準備です。 図面は黒 (ハーフトーンやカラーなし)、1:1 のスケールで、さらに鏡像でなければなりません。 これらはすべて、PC 上のグラフィック エディタで描画を処理することで実現できます。 上記の Adobe Photoshop は問題なく動作しますが、 最も単純なプログラム Windows の標準セットのペイントを使用すると、鏡像を作成できます。
図面の準備の結果、レーザー プリンタで印刷できる、ハーフトーンとカラーのない、白黒の 1:1 スケールの画像を含むグラフィック ファイルが作成されます。

もう 1 つの質問は、重要かつ微妙ですが、紙に関するものです。 紙は厚く、同時に薄い、いわゆるコート紙(通常は「コピー機用」)である必要があります。 良い結果与えません)。 どこで入手できますか? これが主な質問です。 販売では、写真用の厚さのみが提供されます。 しかし、薄いものが必要です。 郵便受けの中を見てください! 多くの広告小冊子は、薄く、滑らかで、光沢のあるこの種の紙で作られています。 カラー画像の存在に注意を払う必要はありません。カラー画像は決して気にならないでしょう。 しかし、印刷の仕方が悪い、つまり絵が指を汚してしまうような場合には、そのような広告商品は当社には適しません。
次に、ファイルをこの紙に印刷して、何が起こるかを確認します。 上で述べたように、プリンターには新しいカートリッジ (ドラムがカートリッジから分離されている場合はドラムも) が必要です。 プリンターの設定で、印刷モードを選択する必要があります。 最高密度印刷では、プリンタによってこのモードの呼び方が異なります (例: 「明るさ」、「暗さ」、「コントラスト」)。 また、エコノミーモードやドラフト (「ドラフト」という意味) モードもありません。
これらすべてが必要となるのは、途切れることなく十分に厚いトナーの層でトラックを描画し、摩耗したカートリッジ ドラムによって発生する可能性のある明るい縞模様を含む、高密度で均一なパターンが必要だからです。 そうしないと、パターンがトナーの厚さ全体にわたって不均一になり、完成したボード上のこれらの場所でトラックが中断されることになります。
デザインを印刷し、端の周りに少し余分があるようにはさみで切り取り、ホイルにトナーを使用してデザインをワークピースに適用し、余分な部分をボードの下に包み、これらの部分が横になっているボードで押されるようにします。デザインをテーブルの上に置いて動かさないでください。 蒸気を当てずに通常のアイロンをかけて、最高温度まで加熱します。 模様がずれないように滑らかに滑らかにします。
力を入れすぎるとトナーが汚れてしまい、トラックの一部が結合してしまうため、力を入れすぎないでください。 ワークピースのエッジの処理が不十分だと、トナーがワークピース上でうまく滑らかにならなくなります。
一般に、このプロセスの本質は、レーザー プリンタのトナーが溶け、溶けたときに箔に付着することです。 次に、ワークピースが冷えるまで待ちます。 冷めたら、お湯を張ったボウルに入れて10~15分ほど置きます。 コート紙は柔らかくなり、ボードより遅れ始めます。 紙が剥がれない場合は、流水の下で指で慎重に紙を転がしてみます。
ワークピースには、毛むくじゃらの紙の薄い層で覆われた目に見える配線があります。 紙をすべて丸めるのに一生懸命に努力する必要はありません。そうすることでチューナーをホイルから引き剥がすことができます。 紙のぼろが垂れ下がっていないことが重要であり、トラックの間に紙がまったくあってはならない。
第三の道
3 番目の方法は、フォトレジスト層への露光です。 フォトレジストはラジオ部品店で販売されています。 通常、説明書が付属します。 これらの指示に従って、ワークピースにフォトレジストを塗布する必要があります。準備ができたら、基板レイアウト パターンをそれに露光します。 次に、特別な解決策である開発者で処理します。 光が当たった部分は洗い流され、光が当たっていない部分には膜が残ります。
図面の作成方法は「レーザーアイロン」と同様ですが、プリンター用の透明フィルムに印刷する必要があります。 このフィルムは、フォトレジストで処理されたワークピースに適用され(ワークピースにトナー)、指示に従って露光されます。 この方法複雑で、フォトレジスト、現像液の存在、指示への厳密な遵守が必要ですが、ほぼ工場品質の配線を得ることができます。
さらに、プリンタはレーザーである必要はありません。インクジェット プリンタ用の透明フィルムに印刷する場合は、フィルムを露光するときは常にトナー面をワークピース上に置く必要があります。均等にフィットするようにガラスで押します。 ぴったりとフィットしていない場合、またはフィルムを反対側に置くと、焦点が合わなくなり、軌跡がぼやけるため、画像の品質が低下します。
PCBエッチング
さて、エッチングについて。 たくさんあるにもかかわらず、 別の方法最も効果的なエッチング方法は、古き良き塩化第二鉄です。 以前は入手できませんでしたが、今ではほとんどのラジオ部品店で瓶に入った状態で販売されています。

塩化第二鉄の溶液を作る必要があります。通常、瓶には水の量に対して瓶の内容物がどのくらいであるかについての指示が記載されています。 実際には、コップ1杯の水につき小さじ山盛り4杯の粉末が得られます。 よく混ぜます。 強い熱が発生し、表面が沸騰して飛び散る恐れがありますので、注意して作業してください。
写真印刷には浴中でエッチングするのが最も便利ですが、通常のセラミックプレートでも可能です(金属製のボウルの中で、いかなる状況であっても可能です!)。 ボードはトラックを下にして吊り下げた状態で配置する必要があります。 やすりを使って、特別に準備した4つの小さな通常の破片を皿または浴槽に置くだけです。 建築レンガ、ボードの角がその上に来るようにします。
あとは、溶液をこの容器に注ぎ、ボードをこれらのサポートの上に慎重に置くだけです。 ボードを水の表面張力で保持するために溶液の表面に置くことを好む人もいますが、ボードは水より重く、少しの衝撃でも沈んでしまうため、私はこの方法は好きではありません。
溶液の濃度と温度に応じて、出血には 10 分から 1 時間かかります。 エッチングプロセスをスピードアップするには、たとえばテーブルの横に電気モーターを設置して振動を発生させます。 通常の白熱灯で溶液を加熱できます(バスを卓上ランプの下に置きます)。
トナー上の(コート紙からの)チョーク残留物が塩化第二鉄溶液と反応して、エッチングを妨げる気泡を形成することに注意してください。 この場合、定期的にボードを取り外して水洗いする必要があります。
私の意見では、塩化第二鉄溶液でエッチングする最も便利で効果的な方法に加えて、他のオプションもあります。 たとえば、硝酸でのエッチングです。 エッチングは非常に速く起こり、熱を発生します。 硝酸溶液の濃度は 20% 以下にしてください。 エッチング後、酸を中和するために重曹水で基板を洗浄する必要があります。
この方法は迅速なエッチングを提供しますが、多くの欠点もあります。 まず、ワークピースが少し露出オーバーの場合、パス上に深刻なアンダーカットが発生する可能性があります。 そして第二に、これが最も重要なことですが、この方法は健康にとって非常に危険です。 硝酸自体が皮膚に触れると化学火傷を引き起こす可能性があることに加えて、エッチングされると有毒ガスである一酸化窒素も放出されます。 ですので、この方法はあまりお勧めしません。
別の方法は、硫酸銅と食塩の混合溶液中でエッチングすることです。 この方法は、他の多くのものと同様に塩化第二鉄が無料で販売できなかった「ペレストロイカ時代以前」に積極的に使用されましたが、庭用の肥料は比較的手頃な価格でした。
溶液を準備する順序は次のとおりです。まず、プラスチック、ガラス、またはセラミックの浴槽に水を注ぎます。 次に、コップ1杯の水に対して大さじ2杯の割合で食卓塩を注ぎます。 塩が完全に溶けるまで非金属の棒でかき混ぜ、コップ1杯の水に対して大さじ1杯の割合で硫酸銅を加えます。 もう一度かき混ぜます。 基板を溶液に浸します。
実際、食塩中でエッチングが起こり、硫酸銅が触媒として作用します。 この方法の主な欠点は、エッチングに非常に時間がかかり、数時間から最長 1 日かかることです。 溶液を60〜70℃に加熱すると、プロセスを少しスピードアップできます。 多くの場合、1 つの部分ではボード全体に十分ではないことが判明し、溶液を何度も注ぎ出して準備する必要があります。 この方法は、塩化第二鉄でのエッチングよりもあらゆる点で劣っており、塩化第二鉄が購入できない場合にのみ推奨されます。
電解液中でのエッチング 車のバッテリー。 標準濃度の電解質は水で 1.5 倍に希釈する必要があります。 次に、5〜6錠の過酸化水素を加えます。 エッチングは塩化第二鉄溶液とほぼ同じ速度で起こりますが、電解液が硫酸水溶液であるため、硝酸でエッチングする場合と同じ欠点がすべて存在します。 皮膚に触れると火傷を引き起こし、エッチングプロセス中に有毒ガスが放出されます。
エッチング後、印刷されたトラックの表面からインク、フォトレジスト、またはトナーを除去する必要があります。 マーカーの描画は、ほぼすべての塗料溶剤、アルコール、ガソリン、ケルンで簡単に取り除くことができます。 フォトレジストは白色アルコールまたはアセトンで除去できます。 しかし、トナーは最も耐薬品性の高い材料です。 機械的にのみ洗浄できます。 この場合、トラック自体を傷つけないようにしてください。
塗料(トナー、フォトレジスト)を取り除いたワークピースは、水で洗浄し、乾燥させてから穴あけ作業に進む必要があります。 ドリルの直径は、目的の穴の直径によって異なります。 ドリル - 金属用。

個人的には、コンパクトなコードレスドリル/ドライバーを使用してチェックするのが最も便利だと感じています。 この場合、ボードを垂直に置き、ネジで固定します。 木製ブロック、万力で固定します。 テーブルに手をつきながらドリルを水平に動かします。 しかし、もちろん、小型のボール盤の方が優れています。 彫刻にミニチュアドリルを使う人は多いですが、私はそのような道具を持っていません。
ちなみに、最初にバッテリーを取り外し、接点 (「ワニ」) に直接電圧を印加した後、研究室の電源からドリル/ドライバーに電力を供給することもできます。 これは、バッテリーがなければドリルがはるかに軽く、さらにバッテリーが放電しないため、または欠陥のあるバッテリーでもツールを使用できるため便利です。
さて、基板の準備は完了です。







