30.03.2015
電気機械の界磁巻線として機能するポール コイルは、主に 2 つのタイプに分類されます。
- 同期機のポールコイル。
- DC マシンの主極および追加極のコイル。
接続回路の詳細に基づいて、巻線付きポールコイルは次のタイプに区別されます。
- シャント(並列巻線付き);
- シリアル(直列巻線付き)。
- コンパウンド(混巻)。
平行巻きコイルの製造は長方形または円形から行われます。 絶縁電線; 直列巻線によるコイルの製造 - 非絶縁長方形から。 複合コイルは、別々に巻かれた 2 つのコイル (直列および並列巻) を組み合わせて組み立て、絶縁し、含浸処理したものです。 メーカーやそのメーカーにもよりますが、 技術的規制、電気モーターを巻き戻す条件は時間通りに正確に満たされる必要があります。
フレームリールとフレームレスリール
主極コイルは直列巻と並列巻の両方がフレームタイプです。 彼らは巻き込まれつつある 鉄骨そしてポールはそのコア上に取り付けられます。 巻く前に、フレームは数層の雲母で手作業で絶縁され、その後リードプレートがフレームに取り付けられ、巻線の始点にはんだ付けされます。
巻き付けが完了すると、コイルは乾燥および含浸され、その後ワニスが塗布され、再び乾燥されます (屋外で)。
フレームレス コイルとは、追加の極を備えたコイルを指します。 製品の巻き取りは、この作業専用の特別な木製またはスチール製のテンプレート上で行われます。 修理中 電気機械木製のものは小型機械のコイルの巻線に使用され、鋼製のものは中型および大型の機械に使用されます。 ポールコア表面のコイル本体の絶縁体の摩耗を防ぐために、コイルとコアの間に金属またはボール紙で作られた特殊なフランジが挿入されます。
巻いた後、フレームレスコイルは同じ一連の操作(乾燥、含浸、ワニス塗布、乾燥)を受けます。 電気機械は主にフレームレスコイルを使用します。
PromElectroRemont 社は、フレーム付きコイルとフレームレス コイルの両方を使用したサービスを提供しています。
巻線技術
にカテゴリー:
無線機器の製造
巻線技術
巻線作業は無線機器の製造において重要な位置を占めます。 巻くということは、 技術的プロセス回路のコイル、変圧器の巻線、チョーク、リレー、抵抗器、および無線機器のその他の要素を製造するためのワイヤの敷設。
以下では、主に発振回路、フィルター、チョーク、トランスの主要要素であるインダクターの製造の問題について説明します。
巻き線の種類。 インダクタは、機能上の目的に応じて、インダクタンス値、品質係数、安定性、自己容量、電気強度などの点でさまざまな要件が課されます。
機能的な目的また、製造中のコイルのインダクタンスの許容偏差も決まります。
高周波、中周波回路用のコイルはインダクタンス許容差±(0.5~1.5)%で製造されており、 フィードバック- 許容誤差は±10%です。
高周波チョークのインダクタンス値の許容差は次のように設定されています。 最小値生産過程で得られる、一定の限界を超えることはありませんでした。
低周波回路の要素(チョークやトランス)のインダクタンスコイルは±10%の公差で製造されており、
コイルの導電部分である巻線は、次のパラメータによって特徴付けられます: 巻線ピッチ p、ワイヤ直径 d および du3、フレーム直径 dK、巻線間の距離 A、およびワイヤ敷設角度 cf.
巻きピッチ p は、線形測定によって測定された、巻きの始まりに対する巻きの終わりの変位量です。 ターンが密に詰まっているときの巻きピッチは da3 に等しくなります。

米。 1. 模式図巻きピッチとワイヤの敷設角度: a - 連続巻き、b - ステップ巻き
巻線の間にスペースを設けてワイヤを敷設するかどうかは、d + A または dm + A の合計によって決まります。巻線ピッチ p と、巻線の外周 F を巻線の軸に垂直な平面に投影した長さの比です。ワイヤを敷設する角度の正接を決定します<р:
フレームに巻かれたすべての巻線は、単層と多層の 2 つの主なグループに分類できます。
単層巻線は、固有静電容量が小さく、製造が容易であるという特徴があり、daa\ dm + A または d + A に等しいピッチで巻かれます。大量生産では、このような巻線を備えたコイルのパラメータのばらつきは小さくなりますが、インダクタンス値が大きいと、そのような巻線の寸法が大きくなり、その適用範囲が制限されます。
単層巻線は、レギュラー、バイファイラー、トロイダルに分類できます。 インダクタの製造には通常の巻線が使用されます。 バイファイラー - 無誘導抵抗の製造用、トロイダル - 加減抵抗器、変圧器などの製造用。トロイダル巻線の特徴は、内部に外部磁界が存在しないことです。 この巻線はトロイダルフレーム上に配置され、そのターンは放射状に配置されます。 巻きピッチはトロイドの内周によって決まり、通常は da3 または daa + A に等しくなります。
多層巻線は、比較的小さなコイル サイズで十分に大きなインダクタンスを得るために使用されます。 巻線原理によれば、多層巻線には、通常、多層バイファイラ、セクション化された誘導、セクション化された非誘導、ビスケット、スパイラル、ピラミッド状、ユニバーサル、クロス、およびトロイダルがあります。
巻線層を絶縁するために、コンデンサ、電話紙、またはケーブル紙で作られたガスケットが使用されます。 巻線は列で行われます。1 つの列は右から左に巻かれ、次の列は右から左に巻かれます。これらの巻線のワイヤは絶縁された状態でのみ使用され、巻線ピッチ p は yal に等しくなります。
多層巻線は、巻線の端に沿って隣接する列に配置された巻線間の電位差が大きくなるという特徴があるため、厳しい電気強度要件を満たす必要があります。 すべての多層巻線の特徴は、大きな固有静電容量の存在です。 自身の静電容量の値を減らすために、巻線は断面化されるか、特別なタイプの巻線(ユニバーサル巻線とクロス巻線)が使用されます。
ユニバーサル巻線は、ワイヤの 1 ターンにフレームの周囲で 1 回のターンに 2 つ以上の曲がりがあるという事実によって特徴付けられます。 この巻き方では、ターン同士が一定の角度で交差します。 この角度が大きいほど、コイル自体の静電容量は低くなります。 ただし、設計上の理由により、この角度を希望どおり大きくすることはできず、特定のタイプの絶縁体とワイヤ直径の制限値を超えることはできません。 ユニバーサル巻線の利点には、高インダクタンス、コンパクトさ、高い機械的強度が含まれます。 後者の状況により、フレームレスリールでの使用が可能になります(フレームは巻き取りプロセス中にのみ必要です)。
巻線中に、ターンを通過するワイヤのターンが開始点に到達していない場合、そのような巻線はアドバンス付きユニバーサルと呼ばれます(図2、a)。 ワインディング中にターンが近づくと、

米。 2. ユニバーサル巻線: a - 高度な敷設、0 - 遅延した敷設
一方、このような巻き方は遅延付きユニバーサルと呼ばれます(図2、b)。 通常、ユニバーサル巻線は、直径 D が 25 ~ 30 mm を超えず、幅 b が 8 ~ 10 mm を超えないように作られます。
大きなインダクタンスを得るには、交差巻きが使用されます(図3)。 ワイヤーの敷設の性質上、それはユニバーサルワイヤーに似ていますが、曲がりが2つしかないという点で異なります。 巻く前に、ワイヤーをフレームに固定し、一定のステップで数回巻きます(巻きは左から右に進みます)。 右端に到達すると、曲がり、反対方向に巻き付けられます。 左端に到達したら、再び曲がります。この巻線方法により、固有の巻線容量がかなり小さくなります。
巻線の種類は、開発中のユニットの機能目的に応じて選択されます。
ワインディングマシン。 巻線の作成には特殊な巻線機が使用されます。 それらは、通常巻線、ユニバーサル巻線、およびトロイダル巻線の 3 つの主要なグループに分類されます。
通常の巻線には、さまざまな設計の機械が使用されます。 このような機械の典型的な図を図に示します。 4. 機械は特殊な電気モーター / によって駆動され、一対の 3 段プーリーを備えたベルトドライブを介して回転を中間シャフトに伝達します。

米。 3.クロス巻き
シャフトに配置された摩擦クラッチを使用することで、断線防止に必要な機械のスムーズな始動と停止が保証されます。 デバイスは、プラグを介してレバーによってオンになります。
歯車伝動装置を介して、回転がスピンドルとその上に取り付けられたマンドレルに伝達され、その上にコイルフレームが配置されます。

米。 4. 通常の巻線用の巻線機の典型的な運動図: 1 - 電気モーター、2 - 中間シャフト、3 - レバー、4 - 摩擦クラッチ、5 - フォーク、6 - ギアペア、7 - レイドターンのカウンター、8 -交換可能ギア、B - ウォームペア、10 - ロッド、11 - カム、12 - 調整ネジ、13 - ロッカー、14 - ロッカーストーン、15 - ドライバー、16 - ワイヤー、17 - ワイヤードライバー、18 - 巻枠、19 -スピンドル、20 - マンドレル
ターンカウンターやワイヤ敷設機構の駆動も機械主軸から行われます。
スピンドルからの動きは、交換可能なギアを介してウォームペアとカムに伝達され、さらにリンケージとリンケージを介して伝達されます。
バックステージストーンの位置を変更し、必要な巻き幅にネジで調整します。
絶縁体付きワイヤの巻き長さと直径の既知の値を使用して、線の交点を示します

米。 5. ワインディングマシン SRN -0.1 の交換ギアを選択するためのノモグラム
これらの量。 次に、(この点から)最も近い傾斜線に沿って、右または下のグラフで機械の交換可能なギアの歯数の値(Zb Z2、Zs、Z4)を見つけます。
しかし、特に直径 0.1 mm 未満の細いワイヤを巻く場合、交換用ギヤの選択によって必ずしも必要なピッチを正確に得ることができるとは限りません。
交換可能なギアを備えた機械のセットアップは、資格のあるオペレーターを必要とする多大な労力を必要とするプロセスです。
無段階または摩擦によるピッチ調整を備えたワインディングマシンには、これらの欠点がないため、さまざまな巻き上げステップを素早く簡単に調整できます。

米。 6. ワイヤー張力機構: 1 - ラチェットホイール、2 - レバー軸、3 - スパイラルスプリング、4 - スプリングをねじるハンドル、5 - レバー、6 - リバーシブルローラー、7 - ローラー軸、ワイヤー、9 - 取り付け用マンドレルスプール、10 - ワイヤー付きスプール、11 - ブレーキバンド、12 - ブレーキディスク
機械の重要なコンポーネントは、スプールをワイヤーで取り付けるための装置です。 ワイヤーテンション機構。 この機構 (図 89) は、ワイヤーに一定の張力を生成し、巻き取りプロセス中にそれを一定に維持するのに役立ちます。
ドライバーはワイヤーをフレームに直接敷設します。 図では、 図 7 は一般的なドライバーの設計を示しています。その選択は主に巻線の種類、ワイヤーの直径とブランドによって異なります。 軸方向の遊びが最小限に抑えられたロッド ドライバーは、細いワイヤの通常の巻線に使用されます。 摩擦と曲がりを最小限に抑えるローラードライバーは、中径および大径のワイヤーの通常の巻き取りに使用されます。 フォークドライバーは横方向 (軸方向) の剛性が特徴です。 横巻きに使用します。 穴付きドライバーはトロイダルワインディングマシンに使用されます。 ドライバーの作業面は磨く必要があり、ワイヤーの損傷を避けるために鋭いエッジや角があってはなりません。

米。 90. ワイヤードライバー。 a - 2つのローラー付き、b - 2つのロッドの形、c - ワイヤー用の穴付き、d - フォークの形(圧力バネ付き)。 1 - リード、2 - ワイヤー、3 - ローラー、4 - ドライバーの固定部分、b - ドライバーの回転部分、6 - ロッド、7 - 圧力スプリング、8 - ワイヤーのガイド
機械スピンドル上のフレームを切断して取り外し、巻き取り時の振れを最小限に抑えます。 図では、 図10は、巻線マンドレルの様々な設計を示す。
最も単純なマンドレルはロッド マンドレルで、ネジ端と尾部を備えたロッドで構成されます。 コイル フレームは、マンドレル ロッド上に事前に配置されたブランクにナット (ウィングまたはラウンド) で固定されます。
ラジオの大量生産には、迅速に取り外し可能なマンドレルが最も適しています。
マルチコイル巻線の場合は、図のようなマンドレルを使用してください。 10、f. フレームの取り付けと取り外しを容易にする回転ヒンジと、スプールフレームの位置を固定するスプリングガスケットが付いています。
ユニバーサルマンドレルは、フレームが固定される2つのスライドジョー18を備えたクランプチャックである。

米。 10. 巻線マンドレル: a - シンプルなロッド、b - スプリングクランプ付きクイックリリース、c - マルチリールマシン用、d - ユニバーサルスライドマンドレルカートリッジ。 1 - 固定ネジ。 2 シャンク、3 ロッド、4 - 丸ローレットナット、5 - ブッシュ、6 - スプリング 7 - フォーク、8 - ラッチ、9 - フレーム、10 - ロータリーヒンジ、11 - フレーム間のスプリングスペーサー、12 - 固定穴、 13 - 機械の心押し台の中心、14 - ベース、15 - 本体、16 - 両端に四角形のネジ、17 - スプリットロックワッシャー、18 - スライドクランプジョー
業界では、通常巻線用の多くのタイプの巻線機が製造されており、そのうちの 2 つを図に示します。 図11および12に示す機械。 11 は、0.05 ~ 0.5 mm のワイヤを使用した巻線の製造を目的としています。
半自動巻線機PR-159は、摩擦伝動機構を採用しており、ワイヤーピッチを無段階に調整でき、一定巻数巻き取り後またはワイヤー切れ時に自動停止します。 この機械は、コイルフレーム上の通常の多層巻線用に設計されています。 主なデータ:巻線の直径は0.08〜0.6 mm、コイルフレームの最大直径は90 mm、巻き長さは180 mm、スピンドル速度の数は6、スピンドル速度は78、137です。 、240、1600、2800、4900 rpm、分。 電気モーター出力 0.4 kW、寸法 1110 X 585 X 1800 mm、重量 250 kg。

米。 11. 普通巻線用の機械: 1 - フレーム、2 - 交換可能な4つのギアの伝達機構を覆うケーシング、3 - 回転カウンター、4 - スピンドル、5 - ドライバー、6 - スタンド、7 - スプール、5 - マンドレル
半自動マシン PR-160 は、G1R-159 マシンと設計が似ています。 巻かれたワイヤーの直径は 0.2 ~ 3 mm です。
巻線作業、その機械化、自動化の生産性を向上させることは、労働者、つまりイノベーターや設計者にとって大きな活動分野となる重要な問題です。 最新ブランドの巻線機には、層間絶縁材を自動的に敷設するように設計された特別な装置が装備されています。
大規模かつ大量生産の場合は、半自動マルチリール機械が使用され、円形、正方形、または長方形の断面を持つ長いフレームに最大 20 以上の巻線を同時に巻き付けます。
特殊な電子回路を使用して、インダクタの巻線中の短絡ターンを検出できるデバイスが開発されました。
プログラム制御の巻線機を使用することで、機械化と自動化の大きな機会が得られます。
ユニバーサル巻線用の機械には、通常の巻線用の機械とは異なり、永久的なウォーム ペアがありません。 ここでは、特定の巻き幅に合わせて作られた交換可能なカム、または追加のロッカーデバイスが使用されており、これにより巻き幅を特定の制限内で調整できます(図13)。
ギアは、スピンドルからカムまでの所望のギア比を提供する役割を果たします。 ギアの選択には、ユニバーサル巻線の特別なノモグラムが使用されます。
密閉型フレームへのトロイダル巻線には、図に示すような特殊な巻線機が使用されます。 14. ワイヤーはリールフレームに挿入されたスプールにあらかじめ巻かれています。 コイルフレームはマシンテーブルに設置され、2 つのドライブローラーと 1 つのピンチローラーを使用して回転駆動されます。 フレームをゆっくり回転させると、フレームにワイヤーを巻き付けるスプールも回転します。 1 周巻いた後、フレームが巻取りピッチだけ回転するように機械を構成する必要があります。
トロイダル巻線用の機械の運動図を図に示します。 15. 機械のスプールは、互いに挿入された 2 つのリングからなるシステムです。 リングには取り外し可能なセクターがあり、そこを通じてトロイダルフレームがスプールに挿入されます。

米。 12.普通巻き用セミオート PR-159
スプールリングの回転は、ベルトドライブ、ギア、およびスプールリングの周囲に取り付けられたギアを介して電気モーターによって実行されます。 フレームは、3 つのスプリングセルフセンタリングローラーを使用してクランプ装置に固定されます。

米。 13. ユニバーサル巻き取り用のカムを備えた機械: a - 機械の運動図、b - カムの設計。 1 - 電気モーター、2 - 摩擦機構、3 - 伝達機構、4 - 駆動装置シャフト、5 - カム、b - ドライバーロッドをカムの作動面に押し付けるスプリング、7 - ドライバーロッド、8 - ドライバー、9 - 敷設ワイヤー、10ローラー、11ワイヤードライバー! 12 フレーム、13 マンドレル、14 - スピンドル、/5 回転カウンター、16 - カムの内側コーナー、17 - カムの外側コーナー、18 - カムを固定する止めネジ、19 - カムの作業端面カム、6 - カムの作業面の外側の角と内側の角の間の高さの差、巻き線の幅に等しい
ローラーは伝達機構を介してスプールと運動学的に接続されており、そのおかげでスプールが 1 回転する間にフレームは巻き取りピッチに等しい角度で回転します。 運動学的接続は、ギアからギア、偏心機構、ロッカー機構、ギア、ウォームペア、ギアを介して行われます。
作業を開始する前に、巻線に必要なワイヤの量を決定するために機械のスプールが巻かれます(ワイヤは供給コイルから供給されます)。 この後、ワイヤの端がフレームに固定され、作業ストロークのために機械の電源が入り、その間にワイヤがスプールから巻き戻されてフレーム上に配置されます。 ワイヤーの張力はスプールをブレーキすることで調整します。 このグループの機械の巻き取り速度は、他の機械に比べてはるかに遅いです (1 分あたり最大 300 回転)。
図では、 図 16 に、トロイダル巻線用のデスクトップ マシン モデル SNT-5 の全体図を示します。 この機械は、巻線後の最小穴径が 5 mm のトロイダル コア上にワイヤを円形および部分的に巻くように設計されています。
図では、 図 17 は、同様のマシン モデル SNT-12M の全体図を示しています。 この機械は、巻線後の最小穴径が 12 mm のトロイダル コア上にワイヤを円形および部分的に巻くように設計されています。
どちらの機械も、ドライブ、ワイヤ送給機構、シャトル ヘッド、2 つのテーブル (円形巻線および断面巻線用)、および制御パネルという標準コンポーネントで構成されています。
機械での巻き取りプロセス中に、ワイヤの完全性を監視するだけでなく、送り量を手動で調整することもできます。
トロイドに張られたワイヤーの張力はブレーキによって実行され、サイクグラムに従ってスプールを定期的に減速します。
トロイダル コアにワイヤを巻き付けるプロセスには、トロイドを作業テーブルに置き、スプールにワイヤを充填し、スプールからトロイドにワイヤを巻き戻すことが含まれます。
SNT -5 マシンの技術的特性: 巻線の直径は 0.05 ~ 0.15 mm、巻線後のコイル穴の最小直径は 5 mm、最小内径で巻いた後の最大コイル高さは 6 mm、最大コイル高さ12mm、コイル最大外径20mm、分割巻用コイル最小内径7mm、コア最小外径11mm、スムーズなピッチ調整の限界外径に沿った長さは0.056〜1.68 mm、スピンドル回転速度(無段階調整)は50〜300 rpm、シャトルとスプールの内径は45.5 mm、スプール容量は400 mm3または直径0.05 mmのワイヤ14 m、電動モーター出力 EOR - 80 W、全体寸法 580 x 680 X 515 mm、重量 42.6 kg。

米。 14.トロイダル巻線の機械の動作原理: 1 - ピンチローラー、2 - ドライブローラー、3 - スプール、4 - ワイヤー、5 - リールフレーム

米。 15. トロイダル巻線用の機械の運動図: a - ダイアグラム、b - マガジン、フレーム、およびドライブ ローラーの側面図、c - マガジン、フレーム、およびローラーの平面図。 1 - 電気モーター、2 - ベルトドライブ、3-7、イルス、15、17、26、28 - 伝達機構のギア、8 - マガジンリング、9 - トロイダルフレーム、10 - フレーム回転用のドライブローラー、14 - ウォームペア、16 - 巻き取りピッチの機械的送りをオンにするためのハンドル、18 - フレームの手動回転用のハンドル、19 - マガジンの手動回転用のハンドル、20 - ロッカー機構、21 - 偏心。 22 - カム、23 - レイドターンカウンター、24 および 25 - サポートローラー。 27 - ピッチ設定ハンドル、29 - ピッチ設定スケール、30 - マガジンからフレームに巻かれたワイヤー

米。 16. トロイダルコアに巻線するための SNT-5 マシン

米。 17. トロイダルコア巻線用機械 SNT-12M
SNT-12M マシンの技術的特徴: 巻線の直径は 0.15 ~ 0.4 mm、巻回後のコイル穴の最小直径は 12 mm、最小内径で巻回後の最大コイル高さは 15 mm、最大コイル高さ80mm、コイル最大外径120mm、分割巻用コイル最小内径16mm、コア最小外径30mm、スムーズなピッチ調整の限界外径に沿った長さは0.12〜3.6 mm、スピンドル回転速度(無段階調整)は50〜300 rpm、シャトルとスプールの内径は161 mm、スプール容量は13,000 mm3または直径0.05のワイヤ420 mです。 mm、EOR 電気モーターの出力は 80 W、全体の寸法は 580 X 680 X 515 mm、重量は 47.2 kg です。
典型的な巻線製造作業。 巻線を製造する技術的プロセスは、多数の標準的な操作で構成されます。 ガスケットと出力端用のブランク。 ターミナルサービス。 巻き付けて巻き終わりを固定する。
ガスケットの準備は、ガスケット材料を必要な幅のストリップに切断することと、図面に記載されている場合はエッジに沿ってストリップを切断することから構成されます。 緩衝絶縁材(紙、ニス布など)をレバー鋏やローラー鋏などでカットします。
リードを準備するときは、ワイヤを同じ長さ(25〜120 mm)に切断し、絶縁体を7〜10 mm取り除き、端を錫メッキします。 出力ワイヤの主なブランド: MGBD、MGBDO、MGShD、MGShDO、PMVG、MGShV。
出力ワイヤの高性能の準備は、ワイヤの切断と絶縁体の剥離を組み合わせた自動機械という特別な装置を使用して実行されます。
導体に電気めっきが施されていないワイヤの端の整備は、通常、卓上の電気るつぼで行われます。
フレームへのワイヤーの巻き付けは、巻き付けの品質を大きく左右し、技術プロセスの主要な作業です。
巻線機はコイルのサイズ、ワイヤーの直径、製品の生産プログラムに基づいて選択されます。 巻線プロセスの前に、ワイヤを使用したコイル (ボビン) の取り付け、巻線マンドレルの選択と取り付けなどの準備作業が行われます。 ピッチと巻き幅を設定します。 巻き取り速度の設定。 ワイヤーの張力調整。 はんだ付け用の材料や道具の準備。 機械のセットアップはテストコイルの作成も行う調整者によって行われ、それをチェックした後に初めてコイルのバッチの製造が開始されます。
バッチが小さい場合は、最初にすべてのフレームに最初の巻線を巻き、機械を再構築してから 2 番目の巻線を巻くなどの方が便利です。バッチが大きい場合は、直径ごとに別の機械を使用する方が合理的です。ワイヤー(巻き線)の様子。
機械主軸の巻き取り速度や回転数は、ワイヤーの直径によって決まるワイヤーの許容周速度やフレームの大きさや形状に応じて設定されます。
丸型フレームは角型や平型フレームに比べて巻き取り速度を15~20%速くすることができます。 PR-159 および PR-160 機械の推奨巻取り速度をそれぞれ表に示します。 9と10。
巻線の品質を決定するため、巻線時のワイヤの張力には特に注意を払う必要があります。 張力が不十分だと巻線の滑りや巻線の幾何学的寸法の変化が発生し、張力が過剰だと機械的損傷が生じます。

米。 18. 巻線リード線と中間点リード線のシール方法: a - リード線、b - 巻線、c - 巻き始めと巻き終わりをコイルの片側に出す、d - リード線 (断面が円形) ) 中間点から、d - 中間点からのリード線 (長方形断面母線)、e - 中間点からの巻線、w- 異なる直径の 2 つの巻線を接続する場合のリード線と巻線、z - 背面スクリーン端子、1 - キャンブリックテープまたは綿糸、2 - 電気絶縁チューブ、3 - ワニス生地LSh 1、4 - 電気絶縁ボール紙EV、5 - フレキシブル取り付けワイヤー、6 - 銅バスバー、7 - 綿糸「L」0、 8 - 銅スクリーン、9 - 絶縁ガスケット
絶縁を強化し、ワイヤの抵抗を増加させるだけでなく、敷設されたターン間にワイヤを挿入します。
すべてのコイルの巻線の端を固定する必要があります。 取り付けや操作中に巻線が損傷しないように、締め付けは強力で信頼性が高くなければなりません。
図では、 図99は、巻線端子と中間点端子の最も一般的な終端方法を示しています。 端や曲がりを固定するための材料として、キャラコテープ、ニスを塗った布のストリップ、ナイロン糸などが使用されます。
出力端と巻線間の電気接続の品質には特に注意を払う必要があります。 出力端と巻線の接合部にはニスを塗った布が敷かれています。
JSC ELTEZA はモスクワで変圧器コイルの専門的な巻線を完全な品質保証とともに提供しています。 当社の生産施設は 20 台の専用機械で構成されており、これにより大量の注文に迅速に対応し、常に品質を保証し、納期を守ることができます。 経験豊富で高度な資格を持つ人材が当社の活動成功の基盤であり、作業プロセス中に発生する可能性のある問題を迅速に解決することができます。
変圧器コイルの専門的な巻線
トランスのコイルを巻く作業は、高い精度と注意が必要な作業です。 ここでのわずかな不正確さは、機器の機能、性能、性能特性の破壊につながる可能性があります。 当社ではトランスやインダクターのコイルなどの巻線製品をSRN-0.5機器に直径0.1~1.4mmの特殊ワイヤーを使用して巻線いたします。 当社の高い生産性は、優れた生産設備と、予想されるあらゆる量の作業を迅速に完了できる経験豊富な人材によって保証されています。 当社に変圧器コイルの巻線を注文する場合、実行される作業の品質に絶対の自信を持ち、注文を完了する際に 100% の結果を期待できます。
JSC「ELTEZA」のプロフェッショナルサービス
当社が行う変圧器コイルの巻線は、現在の品質基準に完全に準拠しており、このサービスの人気の基礎となっています。 当社の従業員は、作業を行うための最も有利な価格やその他の条件を常に喜んで提供します。これが長期的な相互利益協力の基礎となります。 当社のマネージャーに連絡するか、ウェブサイト上の電話番号に電話してください。 最も有利な金銭的条件で作業を行うことにいつでも同意していただけます。
今回は金属探知機(以下、MD)用コイルの製造についてお話します。 MD 用コイルの製造方法はインターネット上に数多く記載されていますが、この出版物は他の製造方法を貶めることを目的としたものではなく、むしろこの業界の別の製造方法であり、誰もが自分に合ったものを選択する権利を持っています。 それでは、コイルを作るプロセスを説明しましょう。
実際には、すべては通常のコイルと DD コイルの両方を巻くためのフレームまたはテンプレートから始まります。 ここでは特に新しいことは考えません。制作のこの部分は変更しないでおきます。 要件に従って、MD 周波数に基づいてテンプレートに必要なターン数を巻きます。ただし、後で丸くするか DD にするかに関係なく、少なくともプロセスの初期段階ではコイルが丸くなければなりません。 。 DD 形コイルを円形に変換する必要がある場合、実際的な観点からはそれほど難しいことではありません。D 形コイルの長さを測定し、それを円形コイルのテンプレートに巻き付けるだけです。繰り返しますが、コイルの設計パラメータを維持するには、コイルの長さは同じでなければなりません。 次に作者の技術です。 必要な数のコイルを巻いた後、巻線の断面が円形になるように太い糸で数回巻いてしっかりと巻きます。 ワイヤーハーネスのカバーとして使用する熱収縮チューブの直径を決定し、その後糸を除去するという中間の技術ステップが必要です。 キャンブリックの直径を決定したら、その長さを選択します。必要以上に15〜20ミリメートル長くする必要があります。 写真1の例のように、長すぎるジーンズをロールアップするのと同じ方法で、余分なセンチメートルのキャンブリックを巻きます。
これには難しいことはありません。ピンセットを使用し、押し込む最初の段階で少し忍耐を要するだけです。 タックはキャンブリックの両端から行われ、巻かれたコイルによって形成される円から15〜18ミリメートルの隙間が現れるようにその長さを短くする必要があります。 この後、巻いたコイルの最初のターンを取り出し、キャンブリックの内側に通し、裏側に現れるまで全長に伸ばし、希望の円の直径が得られるまでワイヤーの端を合わせます。写真2を参照してください。
次に、2 番目のワイヤーに沿って移動しないように、最初のターンの始まりを 2 番目のターンの始まりに巻き付けます。 次に、コイルのかせ全体を回転させて、ほぼバネのようにキャンブリックにねじ込みます。 ワイヤーハーネスの直径はキャンブリックの内径よりも大幅に小さいため、通常はねじ込みに問題はありません。 ねじ込むときは、可能であれば、巻き線が交差せずに平行になり、巻き径が変わらないことを確認する必要があります。 ワイヤー全体がキャンブリックにねじ込まれた後、最初のターンと 2 番目のターンが分離され、ターンの敷設が修正されます。 写真3の近似図です。

この後、巻き始めと巻き終わりに糸を巻き付け、スクリーン(送信コイル用)に隙間を設けます。 作業の結果に満足したら、以前に包装したキャンブリックを元に戻します。 巻き付けられたキャンブリックを徐々に緩め、ワイヤーの始点または終端に近づくと、穴が開けられ、そこからワイヤーがキャンブリックの外に出されます。キャンブリックが完全に緩められた後、互いに15-重なり合う必要があります。 20ミリメートル。 この場合、片面は予め収縮されています。 将来のコイルに剛性を与える必要がある場合は、キャンブリックを内側に回す前に、針を取り外した医療用注射器を使用してワニスまたはエポキシ樹脂を注入し、空洞全体に均等に分配します。 余分な樹脂が入るように、最初にキャンブリックに小さな穴を開けます。 すべての操作が完了したら、ワイヤがねじ込まれたキャンブリックを必要な形状のマンドレルに置き、端子の反対側の中央から開始してキャンブリックを加熱して、均一な収縮とポリマーの均一な分布を実現します。またはその中にエポキシの塊があります。 樹脂が溜まって気泡が発生した場合は、気泡に穴を開けた後に気泡を除去し、気泡が発生した場所をさらに加熱します。 1 つの半円弧が同じように取り付けられると、2 番目の半円弧も取り付けられます。 コイルはマンドレル上で水平にされ、形状が調整され、ワニスが硬化するか樹脂が重合するまでそこに留まります。 このようにして、原則としてシールドを必要としない受信コイルを製造することが可能です。 フォイルまたはグラファイトで作られたスクリーンを備えた送信コイルの場合、技術は若干異なりますが、説明した方法のいずれかを使用して熱収縮性ケーシングの上にグラファイトを適用するか、説明したようにフォイル スクリーンを作成することができます。 送信コイルを作成するときは、直径を大きくした 2 つのサーモカムを使用できます。 1 つ目は前述したとおりで、2 つ目は最初のものの上に置かれ、フォイルまたはグラファイト コーティングの厚さを考慮してより大きな直径を持っています。 より大きな直径のキャンブリックも同じ方法であらかじめ折り畳まれますが、できるだけ両側に、理想的には長さの半分を、すでに折り畳まれている最初のものの上に置くことができます。これは、それを押し込むよりも簡単ですワイヤー。 この場合、最初のキャンブリックに沿って「押し込まれた」状態で自由に動くはずです。 より大きな直径のキャンブリックの長さは、コイルの直径より 3 ~ 4 センチメートル短くなります。 コイルワイヤーが最初のキャンブリックに押し込まれ、その空洞が樹脂またはワニスで満たされると、それが収縮します。 前者の場合、ヘアドライヤー、キャンドル、ライターなど、ほぼすべての熱源を使用できた場合、後者の場合は、局所的な熱源、できればはんだ付けステーションからのヘアドライヤーが使用されます。これは、通常のガスライターよりもわずかに悪いものの、非常に満足のいく結果をもたらしますが、ゆっくりと使用し、数回に分けて収縮させる必要があります。 最初のキャンブリックのコイルが固定されたら、スクリーンの作成を開始します。 フォイルをスクリーンとして使用する場合、押し込まれたキャンブリックをリールに沿って動かすと、巻き始めまたは巻き終わりが自由になります。 スクリーンが壊れる余地を残して、フォイルを巻き始めます。フォイルを数回転させて 2 番目のキャンブリックの端に到達し、さらに移動してフォイルを巻くためのスペースを空けます。これをフォイルが完全に巻き終わるまで繰り返します。切れ目を除いてコイルの全長に沿って巻かれます。 ホイルを巻き付けた後、巻き戻りを防ぐためにテープの端を固定してください。 通常、0.3 ~ 0.4 mm の錫メッキ銅線がアルミ箔の上に巻き付けられ、アルミ箔と同時に巻き付けられ、スクリーン出力として機能します。 この手順が完了すると、より大きな直径のキャンブリックを全長にわたって広げ始めます。 キャンブリックのネジを外してまっすぐにしたら、キャンブリックの端がフォイルスクリーンの切れ目から等距離になるように巻き線に沿って移動させます。 この後、建設用ヘアドライヤー、はんだ付けステーション用ヘアドライヤー、ライターを使用して 2 番目のサーマル ケーシングを収縮させ、最初のオプションと同様に、樹脂が硬化するまでコイルをフレーム上に置きます。

グラファイトスクリーンを適用する場合、2番目のキャンブリックが最初のキャンブリックの上を移動し、ワニスとグラファイトの混合物が最初のスクリーンの表面に塗布されるか、グラファイトがスプレーの形で塗布されます。 フォイル巻きとは異なり、グラファイトの堆積では、適用されたグラファイトを硬化して、より大きな直径のキャンブリックを移動するときにグラファイトが収縮するのを防ぎます。 最初のケースと同様に、錫メッキ導体がキャンブリックに挿入されます。 もちろん、最初のケースと同様に、2 つのキャンブリック間の空間をグラファイト含有混合物で満たしてから収縮させることもできます。 ただし、この場合に限り、グラファイトの分布が制御されなくなり、その結果、コイルの特性が変化します。 コイルがテンプレート上で硬化した後、サーチコイルの作成マニュアルに記載されているように、ハウジング内に配置され、バランスをとり、エポキシ樹脂またはその他の接着剤を使用して固定されます。
説明されている方法の欠点:従来のものよりも複雑で、正確さと注意が必要で、ヘアドライヤーなどの技術的な装置が必要です。
利点:半完成コイルのより正確な外観; 慎重に実行すると、ほぼ工場で作られたデザインが得られますが、最も重要な利点は、キャンブリック内部で樹脂が硬化した後、きれいな外観を備えたかなり剛性の高い構造が得られることです。 剛性により、コイルをエポキシ樹脂で充填した後、ボディ内のコイルのバランスを取り、共振に合わせて同じパラメータを得ることができます。コイルの輪郭を形成するときは、コイルの形状を考慮する必要があります。エポキシ樹脂が硬化するまで相互に曲げます。そうしないと、導体が破損する可能性があります。
PI-Wをクローンして、モノラルサーチコイルを作ることになりました。 そして、私は現在経済的に困難を抱えているため、できるだけ安い材料でリールを自分で作るという難しい課題に直面しました。
今後を見据えて、私はその課題に対処できたとすぐに言えるでしょう。 その結果、こんなセンサーが出来上がりました。
ちなみに、結果として得られるリング コイルは、クローンだけでなく、他のほぼすべてのインパルス ジェネレーター (Koschei、Tracker、Pirate) にも最適です。
悪魔は細部に潜むことが多いので、詳しくお話します。 さらに、インターネット上には、リールの作り方に関する 10 セントほどの短編小説があります (たとえば、これを取り出して、切り取って、包み、接着して完成です!) しかし、自分でやり始めると、次のことがわかります。最も重要なことはついでに言及され、いくつかのことは完全に言うのを忘れていました...そして、すべてが最初に見えたよりも複雑であることがわかりました。
ここではそんなことは起こらないでしょう。 準備ができて? 行く!
アイデア
私が自分で作るのに最も簡単なデザインはこれだと思われます。厚さ約 4 ~ 6 mm のシート素材で作られたディスクを用意します。 このディスクの直径は、将来の巻線の直径によって決まります(私の場合、それは21 cmであるはずです)。
次に、このパンケーキの両面に少し大きめの直径の円盤を2枚貼り付けて、ワイヤーを巻くためのボビンを作ります。 それらの。 このようなコイルの直径は大幅に増加しましたが、高さは平らになりました。
わかりやすくするために、これを図で表現してみます。 
主なアイデアが明確であることを願っています。 3 枚のディスクが領域全体に接着されているだけです。
材料の選択
素材としてプレキシガラスを使用する予定でした。 完璧に加工され、ジクロロエタンで接着されています。 しかし、残念ながら無料のものは見つかりませんでした。
合板、段ボール、バケツの蓋など、あらゆる集合農業資材。 不適切としてすぐに破棄しました。 強くて耐久性があり、できれば防水性のあるものが欲しかった。
そして私の視線はグラスファイバーに向けられました...
ファイバーグラス (またはガラスマット、ファイバーグラス) が、あなたの心が望むものを作るために使用されていることは周知の事実です。 モーターボートや車のバンパーも。 布地にエポキシ樹脂を含浸させ、希望の形状を与え、完全に硬化するまで放置します。 その結果、耐久性、耐水性に優れ、扱いやすい素材が生まれました。 そして、これこそまさに私たちが必要としているものなのです。
したがって、パンケーキを 3 枚と、バーベルを取り付けるための耳を作成する必要があります。
個別部品の製造
パンケーキNo.1とNo.2
計算によると、厚さ 5.5 mm のシートを得るには、18 層のグラスファイバーが必要であることがわかりました。 エポキシの消費量を減らすには、グラスファイバーを必要な直径の円に事前にカットすることをお勧めします。
直径 21 cm のディスクの場合、エポキシ樹脂は 100 ml で十分でした。
各層を完全にコーティングしてから、スタック全体をプレスの下に置く必要があります。 圧力が大きいほど、余分な樹脂が絞り出され、最終製品の質量が少し減り、強度が少し大きくなります。 上に100キロほど積んで朝まで放置しました。 翌日はこんなパンケーキになりました。 
これは将来のコイルの最も大きな部分です。 彼は体重を量ります - 健康でいてください! 
次に、このスペアパーツを使用することで、完成したセンサーの重量を大幅に軽減できる方法について説明します。
直径 23 cm、厚さ 1.5 mm の円盤もまったく同じ方法で作成しました。 重さは89gです。
パンケーキ #3
3 枚目のディスクを接着する必要はありませんでした。 適切なサイズと厚さのグラスファイバーのシートを自由に使えるようにしました。 それは古代の装置のプリント基板でした。 
残念ながら、ボードには金属化された穴があったため、穴を開けるのに少し時間を費やす必要がありました。
これを上部のディスクにすると決めたので、ケーブルの入り口用の穴を開けました。 
バーベルイヤー
耳にセンサーハウジングをロッドに取り付けるのにちょうど十分なテキストライトが残っていました。 耐久性を高めるために、各耳に 2 つの部分を切り出しました。 
後でこれを行うのが非常に不便になるため、プラスチックボルト用の穴をすぐに耳に開ける必要があります。 
ちなみにこれは便座の取り付けボルトです。
これで、コイルのすべてのコンポーネントの準備が整いました。 残っているのは、すべてを接着して 1 つの大きなサンドイッチにすることだけです。 ケーブルを内部に通すことも忘れないでください。
一体型に組み立てる
まず、穴のあいたグラスファイバー製の上部ディスクを、18 層のグラスファイバーでできた中央のパンケーキに接着しました。 これには文字通り数ミリリットルのエポキシが必要でした。これは、領域全体を接着するために両面をコーティングするのに十分でした。 


イヤーマウント
ジグソーを使って溝を切りました。 当然のことながら、1 か所で少しやりすぎました。 
耳にぴったりフィットするように、カットの端にわずかな面取りを施しました。 
さて、どのオプションがより良いかを決める必要がありますか? 耳はさまざまな方法で配置できます... 
工業的に生産されているリールは右巻きに合わせて作られていることが多いですが、私は左巻きの方が好きです。 基本的に私は左翼的な決断をすることが多いのですが…。
理論的には、適切な方法の方がよりバランスが取れています。 ロッドマウントを重心に近づけました。 しかし、コイルを軽くした後、その重心が一方向または別の方向に移動しないというのは事実からは程遠いです。
左側の取り付け方法の方が見た目が良く、この場合、折りたたんだときの金属探知機の全長が数センチ短くなります。 デバイスをバックパックに入れて持ち運ぶ予定の人にとって、これは重要かもしれません。
一般的に、私は自分で選択して接着を開始しました。 彼はボーキサイトをたっぷりと塗り、希望の位置にしっかりと固定し、硬化するまで放置しました。 
硬化後、裏側からはみ出た部分をサンドペーパーで削り取りました。 

ケーブル差込口
次に、丸やすりを使用して導体用の溝を準備し、接続ケーブルを穴に挿入してしっかりと接着しました。 

強いねじれを防ぐには、ケーブルの入り口部分を何らかの方法で補強する必要がありました。 これらの目的のために、私は神のみぞ知る場所から入手したこの小さなゴム製のものを使用しました。 
簡単に言うと、グラスファイバーをカットしました。 
ボールペンペーストを加えてボーキサイトとよく混ぜます。 その結果、濡れた髪の毛に似た粘性のある物質ができました。 この構成を使用すると、亀裂を問題なくカバーできます。 
グラスファイバー片はパテに必要な粘度を与え、硬化後は接着接合部の強度を高めます。
混合物が適切に圧縮され、樹脂がワイヤーの巻き部分に浸透するように、すべてを絶縁テープでしっかりと巻きます。 
絶縁テープは緑色、または最悪の場合は青色でなければなりません。
すべてが完全に凍った後、構造がどれだけ強いことが判明したのか疑問に思いました。 リールは私の体重(約80kg)を簡単に支えることができることがわかりました。
実際、このような頑丈なリールは必要ありません。重量の方がはるかに重要です。 特に長時間の捜索を計画している場合、センサーの質量が大きすぎると、間違いなく肩の痛みを引き起こします。
促進する
コイルの重量を軽減するために、構造のいくつかのセクションを切り取ることが決定されました。 
この操作により、余分な体重を 168 グラム減らすことができました。 同時に、このビデオでわかるように、センサーの強度は実質的に低下していません。
今、後から考えると、コイルをもう少し軽くすることができたことが理解できます。 これを行うには、事前に(すべてを接着する前に)中央のパンケーキに大きな穴を開ける必要がありました。 このようなもの: 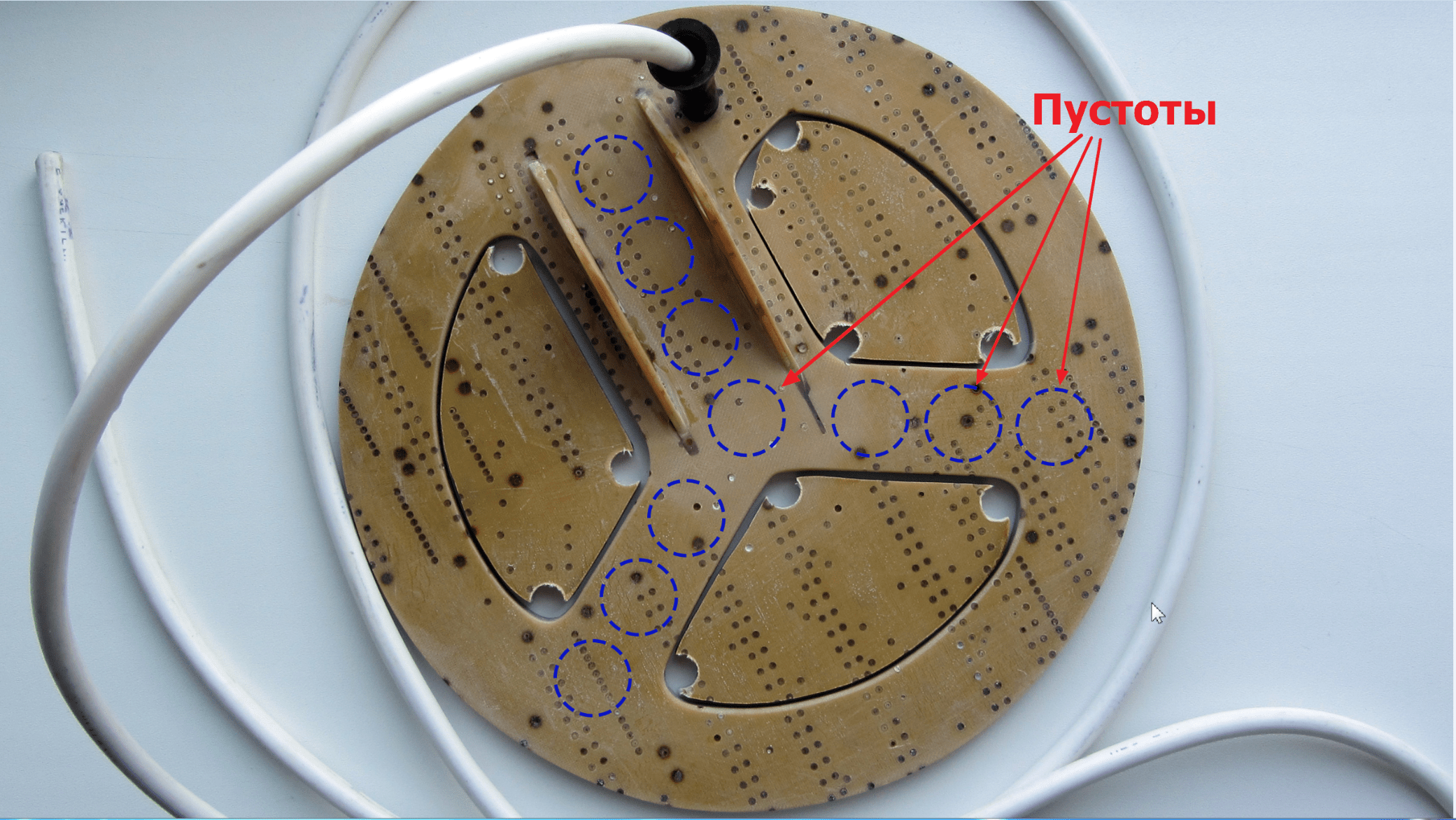
構造内の空隙は強度にほとんど影響を与えませんが、総質量はさらに 20 ~ 30 グラム減少します。 もちろん、今になって慌てて行動するのは遅すぎますが、将来のために覚えておきます。
センサーの設計を簡素化するもう 1 つの方法は、外側のリング (ワイヤーの巻き線が配置される場所) の幅を 6 ~ 7 ミリメートル減らすことです。 もちろん、これは今でも実行できますが、そのような必要性はまだありません。
塗装の仕上げ
私はグラスファイバーおよびグラスファイバー製品用の優れた塗料、つまりエポキシ樹脂に希望の色の染料を加えたものを見つけました。 私のセンサーは全体の構造がボーキサイトをベースに作られているため、樹脂ベースの塗料は密着性に優れ、オリジナルのようにフィットします。
アルキドエナメル PF-115 を黒色の染料として使用し、必要な隠蔽力が得られるまで添加しました。
実際にやってみると、このような塗料の層は非常にしっかりと保持されており、製品が液体プラスチックに浸されているかのように見えます。 

この場合、色は使用されるエナメルに応じて任意の色にすることができます。
塗装後のサーチコイルとケーブルの最終重量は407gです。 
ケーブル単体の重量は約 80 グラムです。
検査
自家製の金属探知機コイルが完全に準備できたら、内部に破損がないかチェックする必要がありました。 チェックする最も簡単な方法は、テスターを使用して巻線抵抗を測定することです。通常、この抵抗は非常に低い (最大 2.5 オーム) はずです。
私の場合、コイルと 2 メートルの接続ケーブルの抵抗は約 0.9 オームであることが判明しました。
残念ながら、この簡単な方法ではターン間短絡を検出することはできないため、巻線の際は精度に頼る必要があります。 短絡がある場合、回路の起動後すぐに現れます。金属探知機は消費電流が増加し、感度が非常に低くなります。
結論
ということで、この仕事は無事に完了したと思います。ほとんどの廃材を使って、非常に耐久性があり、防水性があり、重すぎないリールを作ることができました。 経費のリスト:
- グラスファイバーシート 27 x 25 cm - 無料;
- グラスファイバーシート、2 x 0.7 m - 無料。
- エポキシ樹脂、200 g - 120ルーブル。
- エナメル PF-115、黒、0.4 kg - 72 RUR;
- 巻線 PETV-2 0.71 mm、100 g - 250 摩擦;
- 接続ケーブル PVS 2x1.5 (2 メートル) - 46 ルーブル;
- ケーブルの引き込みは無料です。
今、私は全く同じ不正バーベルを作るという課題に直面しています。 しかし、それはもう終わりです。








