図面上の寸法
導入
大量生産の条件では、次のことを確認することが重要です。 互換性 同一の部品。 互換性があるため、機構の動作中に破損した部品を予備の部品と交換することができます。 新しい部品は、交換される部品のサイズと形状と正確に一致する必要があります。
互換性の主な条件は、一定の精度で部品が製造されることです。 部品の製造精度は、許容最大偏差によって図面に示されています。
パーツが接続されている面を面と呼びます。 交尾 。 互いに嵌合する 2 つの部品の接続では、雌面と雄面が区別されます。 機械工学における最も一般的な接続は、円筒形および平坦な平行面との接続です。 円筒接続では、穴の表面がシャフトの表面を覆います (図 1、a)。 被覆面は通常こう呼ばれます 穴 、カバー – 軸 。 これらと同じ用語 穴 そして 軸 他の非円筒形の雄面および雌面を指定するために条件付きで使用されます (図 1、b)。
米。 1. 用語の説明 穴 そして 軸
着陸
部品を組み立てるあらゆる作業には、接続する必要があります。 植物細部まで。 したがって、テクノロジーで採用される表現は 着陸 部品の接続の性質を示します。
期間中 着陸 組み立てられた部品の相互の可動性の程度を理解します。
着陸には、クリアランスあり、干渉あり、移行の 3 つのグループがあります。
クリアランスのある着陸
ギャップ 穴のサイズが の場合、穴 D とシャフトのサイズの差を d と呼びます。 大きいサイズシャフト (図 2、a)。 ギャップにより、穴内でのシャフトの自由な動き (回転) が保証されます。 したがって、ギャップのある着陸はと呼ばれます 可動式の踊り場。 ギャップが大きいほど、動きの自由度は大きくなります。 しかし、実際には、可動ランディングを備えた機械を設計する場合、シャフトと穴の間の摩擦係数を最小限に抑えるギャップが選択されます。

米。 2. 着陸
好みの適合
これらのはめあいでは、穴の直径 D はシャフトの直径 d よりも小さくなります (図 2、b)。 実際には、メス部分 (穴) が加熱され、(または) オス部分 (シャフト) が冷却されると、この接続は圧力下で行われます。
優先着陸と呼ばれます 固定着陸 接続部分の相互の動きが除外されるため。
暫定着陸
シャフトと穴を組み立てる前には、接続部分でギャップや締まりばめが起こるかどうかを予測することができないため、これらのはめあいは暫定的と呼ばれます。 これは、過渡的な嵌合では、穴の直径 D がシャフトの直径 d よりも小さくても大きくても、あるいは等しくてもよいことを意味します (図 2、c)。
サイズ許容差。 許容範囲フィールド。 精度の質 基本概念
部品図面上の寸法は、部品の幾何学的形状のサイズを定量化します。 寸法は公称寸法、実際寸法、および限界寸法に分類されます (図 3)。
呼び径 - これは、その目的と必要な精度を考慮して、パーツの主に計算されたサイズです。
公称接続サイズ – これは、接続を構成する穴とシャフトの共通 (同じ) サイズです。 部品と接続の公称寸法は恣意的に選択されるのではなく、GOST 6636-69「通常の直線寸法」に従って選択されます。 実際の生産現場では、部品を製造する際に呼び寸法を維持することができないため、実寸法の概念が導入されています。
実寸 – これは部品の製造中に得られるサイズです。 公称値とは常に上下に異なります。 許容限界これらの偏差は、寸法を制限することによって確立されます。
限界寸法 実際のサイズが間に存在する必要がある 2 つの境界値に名前を付けます。 これらの値のうち大きい方をと呼びます 最大サイズ制限、 少ない - 最小サイズ制限。 日常の実践では、部品の図面では、公称値からの偏差によって最大寸法を示すのが通例です。
最大偏差 最大サイズと公称サイズの間の代数的な差です。 上下のズレがあります。 上限偏差は、最大限界サイズと公称サイズの間の代数的な差です。 より低い 偏差最小限界サイズと公称サイズの間の代数的な差です。
公称サイズは偏差の開始点として機能します。 偏差にはプラス、マイナス、および ゼロに等しい。 標準の表では、偏差はマイクロメートル (µm) で示されます。 図面では、偏差は通常ミリメートル (mm) で示されます。
実際の偏差 は実際のサイズと公称サイズの間の代数的な差です。 チェックされているサイズの実際の偏差が上限偏差と下位偏差の間にある場合、その部品は許容範囲内であるとみなされます。
サイズ公差 最大限界サイズと最小限界サイズの差、または上限偏差と下限偏差の間の代数的差の絶対値です。
下 品質 公称サイズに応じて異なる一連の公差を理解します。 部品製造の精度に応じて19の資格が定められています。 資格ごとに、一連の許容範囲フィールドが構築されています
公差フィールド – これは、偏差の上限と下限によって制限されるフィールドです。 穴とシャフトのすべての公差フィールドは、ラテンアルファベットの文字で示されます。穴の場合は大文字 (H、K、F、G など)。 シャフトの場合 - 小文字 (h、k、f、g など)。

米。 3. 用語の説明
サイズ公差 – は、最大限界サイズと最小限界サイズの差、または上限偏差と下限偏差の代数差 /2/ と呼ばれます。
公差は文字「T」(緯度から)で指定されます。 許容範囲- 許容範囲):
TD = D max – Dmin = ES – EI – 穴サイズの公差。
Td = dmax - dmin = es - ei - シャフトサイズの許容差。
前述の例 1 ~ 6 (セクション 1.1) では、寸法公差は次のように決定されます。
1) Td = 24.015 – 24.002 = 0.015 – 0.002 = 0.013 mm;
2) Td = 39.975 – 39.950 = (-0.025) – (-0.050) = 0.025 mm;
3) TD = 32.007 – 31.982 = 0.007 – (-0.018) = 0.025 mm;
4) TD = 12.027 – 12 = 0.027 – 0 = 0.027 mm;
5) Td = 78 – 77.954 = 0 – (-0.046) = 0.046 mm;
6) Td = 100.5 – 99.5 = 0.5 – (-0.5) = 1 mm。
許容差 – 値は常に正です 。 公差は部品の製造精度を特徴づけます。 公差が小さいほど、機械、工具、装置の精度、および作業者の資格に対する要件が高まるため、部品の加工は難しくなります。 不当に大きい公差は、製品の信頼性と品質を低下させます。
接続部によっては、穴と軸の最大寸法の組み合わせが異なると、隙間や干渉が発生する場合があります。 パーツの接続の性質は、結果として生じるギャップや干渉のサイズによって決まります。 着陸と呼ばれる 。 嵌め合いは、接続されている部品の相対的な動きの大小の自由度、または相互の変位に対する抵抗の程度を特徴付けます /1/。
区別する 3 つの着陸グループ:
1) クリアランスが保証されている;
2)過渡期。
3) 干渉が保証されています。
穴の寸法がシャフトの寸法より大きい場合、接続に隙間が生じます。
ギャップ – これは、穴とシャフト /1/ の寸法間の正の差です。
S = D – d 0 – ギャップ。
Smax = Dmax – dmin – 最大ギャップ、
Smin = Dmin – dmax – 最小ギャップ。
組立前に軸の寸法が穴の寸法より大きい場合、接続時に干渉が発生します。 プリロード – これはシャフトと穴の寸法間の正の差です。 /1/:
N = d – D 0 – 干渉、
Nmax = dmax – Dmin – 最大干渉。
Nmin = dmin – Dmax – 最小張力。
隙間や干渉の可能性がある継手を「過渡継手」と呼びます。
はめあい公差 – これは、クリアランスが保証されたはめあいのクリアランス許容値(最大ギャップと最小ギャップの差として定義)、または、保証されたしめしろのあるはめあいの干渉許容差(最大と最小のギャップの差として定義)です。 暫定的なはめあいでは、はめあい公差はすきままたはしめしろ公差 /1/ になります。
はめあい公差の指定:
TS = Smax – Smin – クリアランスが保証されたはめあいのはめあい公差。
TN = Nmax – Nmin – 干渉が保証されたはめあいのはめあい公差。
T(S,N)=Smax + Nmax – 移行フィットのフィット許容差。
着陸の任意のグループについて、着陸許容値は次の式で決定できます。
講義
トピックスNo.5公差と着陸
導入
製品(機械、ユニット、ユニット)の開発プロセスでは、適用性、再現性、プロジェクト間の統一性の係数によって決定される、所定のレベルの標準化と統一化を進める必要があります。 これらの係数の値が増加するにつれて、開発中の製品の生産および運用時の経済効率が向上します。 標準化と統一のレベルを高めるには、製品設計の段階ですでに、 より大きな数 コンポーネント、業界によって生産され、独自のコンポーネントの開発を合理的に制限するよう努めています。 同時に、開発プロセスにおける主な問題は、主に交換可能な部品、アセンブリ、およびコンポーネントの精度です。 幾何学的パラメータ.
部品、コンポーネント、およびアセンブリの互換性により、標準化方法の 1 つとしての集約が可能になり、スペア部品の供給を組織化し、特に困難な状況での修理を容易にし、摩耗した部品の単純な交換にとどめることができます。
互換性- 組み立てられた製品(アセンブリ、機構)の通常の動作を確保しながら、組み立て中に追加の機械的または手動の処理を行わずに、独立して製造された部品が組み立てユニット内に配置される特性。
互換性の定義自体からすると、互換性は生産分業の前提条件であることがわかります。 部品、コンポーネント、アセンブリの独立した生産。これらはその後、アセンブリユニットに順次組み立てられ、アセンブリユニットに組み込まれます。 共通システム(仕組み、機械、装置)。 組み立ては、組み立てた部品を調整する場合と調整しない場合の 2 つの方法で実行できます。 組立ユニット。 調整なしのアセンブリは大量生産および大量生産に使用され、調整ありは単一および小規模生産に使用されます。 無調整で組み立てる場合は、必要な精度で部品を製造する必要があります。 ただし、互換性は幾何パラメータの精度だけでは保証されません。 部品、組立ユニット、およびコンポーネントの材質、耐久性が、最終製品の目的および使用条件と一致している必要があります。 この互換性を次のように呼びます。 機能的な、幾何学的パラメータの互換性は、機能的な互換性の特定のタイプです。
交換可能性は、完全または不完全、外部または内部の可能性があります。
完全な互換性組立プロセス中に追加の操作を行わずに、指定された品質インジケータを取得できます。
で 不完全な互換性組立ユニットおよび最終製品の組立中に、一部の部品および組立ユニットの選択および調整に関連する操作が許可されます。 指定された技術指標および運用指標を取得できます。 完成品細部の精度が低くなります。 同時に、機能的な互換性は完全である必要があり、幾何的な互換性は完全であると同時に不完全である必要があります。
外部互換性- これは、動作パラメータと接続寸法に関するユニットとコンポーネントの互換性です。 たとえば、電動モーターの交換です。 彼の 動作パラメータ電力、回転速度、電圧、電流になります。 接続寸法には、電動モーターの脚の穴の直径、数、位置などが含まれます。
内部互換性部品をアセンブリに組み立てたり、アセンブリを機構に組み立てたりするために必要なパラメータの精度によって保証されます。 たとえば、ボールベアリングや転がり軸受のローラー、ギアボックスの駆動軸と従動軸のアセンブリなどの互換性です。
互換性の原則は、部品、アセンブリユニット、コンポーネント、および最終製品に適用されます。
互換性は、製品パラメータ、特に寸法の精度によって保証されます。 ただし、製造工程上、どうしても誤差Хが発生しますので、その数値は次の式で求められます。
ここで、X はサイズ (パラメータ) の指定値です。
Xi は同じパラメータの実際の値です。
エラーは次のように分類されます 系統的、ランダム、大まか(ミス)。
測定精度に対するランダム誤差の影響は、確率論と数学的統計の方法を使用して評価できます。 多くの実験により、ランダムエラーの分布はほとんどの場合法則に従うことが証明されています。 正規分布、ガウス曲線によって特徴付けられます (図 1)。
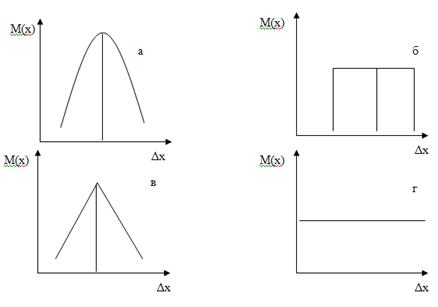
図 1 - ランダム誤差の分布の法則
a - 通常。 b – マクスウェル; c – 三角形 (シンプソン); r - 確率が等しい。
曲線の最大縦座標は、特定のサイズの平均値に対応します (測定数が無制限の場合、これは数学的期待値と呼ばれ、M(X) で表されます。
ランダムな誤差または偏差が横軸に沿ってプロットされています。 縦軸に平行な線分は、対応する値のランダムエラーの発生確率を表します。 ガウス曲線は最大縦座標に関して対称です。 したがって、同じ絶対値であっても符号が異なる場合も同様に可能です。 曲線の形状から、小さな偏差 (絶対値) が大きな偏差よりもはるかに頻繁に発生し、非常に大きな偏差が発生する可能性はほとんどないことがわかります。 したがって、許容誤差は特定の制限値に制限されます(V はランダム誤差の実際の散乱場であり、部品のバッチ内で測定された最大寸法と最小寸法の差に等しい)。 この値は、製品を製造するのに最適なコストで十分な精度が得られるという条件から決定されます。 散乱場が規制されている場合、ランダム エラーは 2.7% を超えて制限を超えることはできません。 これは、100 個の加工部品のうち、欠陥がある可能性があるのは 3 個までであることを意味します。 不良品の割合をさらに減らすことは、技術的および経済的な観点から必ずしも望ましいとは限りません。 実際の漂遊磁界の過度の増加につながり、その結果、公差が増加し、製品の精度が低下します。 曲線の形状は製品の加工方法や測定方法によって異なります。 正確な方法では、散乱場 V1 を持つ曲線 1 が得られます。 方法 高精度曲線 2 に対応します。V2
採用された技術プロセス、生産量、その他の状況に応じて、ランダム誤差はガウスの法則に従ってではなく、等確率の法則(図 1b)、三角法則(図 1c)、マクスウェルの法則に従って分布する可能性があります。ランダムエラーのグループ化の中心は、平均サイズ座標と一致する場合(図 1a)、またはそれに対してシフトする場合(図 1d)があります。
加工誤差や測定誤差を引き起こす要因の影響を完全に排除することは不可能であり、より高度な処理を使用することによってのみ誤差を減らすことができます。 技術的プロセス処理。 (任意のパラメータの) サイズ精度は、実際のサイズが指定されたサイズにどの程度近似するかを表します。 サイズの精度は誤差によって決まります。 誤差が減少すると精度は向上し、その逆も同様です。
実際には、エラーを制限することで互換性が確保されます。 誤差が減少するにつれて、パラメータの実際の値、特に寸法は指定された値に近づきます。 若干の誤差はございますが、実際の寸法と仕様寸法との差異はごくわずかであり、製品の性能を損なうものではありません。
2. 公差と着地。 品質の概念
基本的な用語と定義は GOST 25346、GOST 25347、GOST 25348 によって確立されており、公差とはめあいは 1 mm 未満、最大 500 mm、500 ~ 3150 mm のサイズに対して確立されています。
式(7)および式(8)は、以下の考察から導き出される。 式 (2) および (3) からわかるように、最大および最小の制限サイズは、公称サイズと対応する最大偏差の合計に等しくなります。
![]() (9)
(9)
![]() (10)
(10)
式(5)に式から最大寸法の値を代入します。
類似項を整理すると、式(7)が得られます。 同様にして式(8)が導出される。

図 - ギャップのある着地時の穴とシャフトの公差フィールド (穴の偏差が正、シャフトの偏差が負)
許容誤差は、計算方法に関係なく、常に正の値になります。
例。最大寸法と偏差に基づいて公差を計算します。 与えられた値: = 20.010 mm; = 19.989 mm; = 10μm; = -11 μm。
1)。 式 (6) を使用して、最大寸法による公差を計算します。
Td = 20.010 - 19.989 = 0.021 mm
2)。 式 (8) を使用して、最大偏差の許容誤差を計算します。
Td = 10 - (-11) = 0.021 mm
例。 シャフトと穴の指定された記号 (シャフト - 、穴 20) を使用して、公称寸法と最大寸法、偏差と公差 (mm とミクロン単位) を決定します。
2.2 入学単位と資格の概念
寸法精度は公差によって決まります。公差が小さくなると精度は上がり、逆も同様です。
部品を加工する各技術方法は、経済的に正当化される最適な精度によって特徴付けられますが、実際には、寸法が大きくなるにつれて、小さな公差で部品を加工する技術的な困難さが増し、一定の加工条件下での最適な公差が若干増加することが示されています。 経済的に達成可能な精度と寸法の関係は、公差単位と呼ばれる従来の値で表されます。
公差単位() は呼び寸法に対する公差の依存性を表しており、標準公差を決定する基礎となります。
公差単位であるミクロンは、次の式を使用して計算されます。
500mmまでのサイズに対応
500~10000mmを超えるサイズ用
ここで、 は平均シャフト直径 (mm) です。
上記の式では、最初の項では処理誤差の影響が考慮され、第 2 項では測定誤差と温度誤差の影響が考慮されます。
寸法は、同じ値であっても、異なる精度要件を持つ場合があります。 それは部品の設計、目的、動作条件によって異なります。 したがって、この概念が導入されます 品質 .
品質- 部品の製造精度の特性。対応する一連の公差によって決定されます。 同程度にすべての呼び径の精度。
資格の許容差 (T) は、一部の例外を除き、次の式に従って設定されます。
ここで、a は公差単位の数です。
i(I) - 公差単位。
ISO システムに従って、1 ~ 500 mm のサイズが確立されています。 19の資格。 それらのそれぞれは、公称サイズの特定の範囲に対して一定の相対精度を保証する一連の公差として理解されます。
19 の資格の公差は、精度の降順に 01、0、1、2、3、...17 とランク付けされており、従来は IT01、IT0、IT1...IT17 と指定されています。 ここでITとは穴と軸の公差であり、「ISO公差」を意味します。
1等級内では「a」が一定であるため、各等級の呼び径はすべて同じ精度となります。 ただし、同一グレードの公差は 異なるサイズ上記の式からわかるように、寸法が増加すると公差単位が増加するため、依然として変化します。 高精度級から粗精度級に移行すると、公差単位の増加により公差が増加するため、同じ呼び寸法であっても等級が異なると精度が変化します。
上記のすべてから、次のことがわかります。
公差単位はサイズに依存し、部品の加工目的、作業条件、方法には依存しません。つまり、公差単位によって精度を評価できます。 さまざまなサイズさまざまな資格の精度または許容範囲の一般的な尺度です。
資格が異なれば、同じ寸法の公差は異なります。これは、公差単位「a」の数に依存するためです。つまり、資格によって同じ公称寸法の精度が決まります。
部品を加工するさまざまな方法には、経済的に達成可能な一定の精度があります。「粗い」旋削では、大まかな公差で部品を加工できます。 公差が非常に小さい加工では、精密な研削加工が使用されるなど、実際には品質が部品の加工技術を決定します。
資格の適用範囲:
01から4までの品質は、ゲージブロック、ゲージ、カウンターゲージ、測定器の部品、その他の高精度製品の製造に使用されます。
5 番目から 12 番目までの品質は、主にさまざまなタイプの他の部品とのインターフェースを形成する部品の製造に使用されます。
品質 13 から 18 は、嵌合を形成せず、製品の性能に決定的な影響を与えない部品のパラメータに使用されます。最大偏差は次のように決定されます。 GOST 25346-89.
公差フィールドの記号 GOST 25347-82.
シンボル 最大偏差そして着陸
限界逸脱 直線寸法図面上では、公差フィールドまたは最大偏差の数値の従来の(文字)指定、および最大偏差の数値の括弧内に同時に右側に表示される公差フィールドの文字指定によって示されます(図2)。 5.6、 交流)。組み立てられた図面に示されている部品の寸法のはめあいと最大偏差は、分数で示されます。分子は - 文字指定または、穴の最大偏差の数値、または分母の右側の括弧内の数値を示す文字指定 - シャフト公差フィールドの同様の指定 (図 5.6、図 5.6、 d、e)。場合によっては、嵌め合いを示すために、嵌合部品の 1 つのみの最大偏差が示されることがあります (図 5.6、 e)。

米。 5.6. 図面における公差欄とはめあいの指定例
公差欄の記号には、次のことを示す必要があります。 数値次の場合の最大偏差: 通常の直線サイズの範囲に含まれないサイズの場合、たとえば 41.5 H7 (+0.025)。 最大偏差を割り当てる場合、 シンボルこれは、GOST 25347-82 で規定されていないもの、たとえばプラスチック部品の場合です (図 5.6、g)。
一致しない寸法や無関係な寸法を含め、作業図面に示されているすべての寸法に最大偏差を割り当てる必要があります。 サイズの最大偏差が割り当てられていない場合、次の可能性があります。 追加費用(必要以上にこのサイズを正確に取得しようとした場合)または部品の質量の増加と金属の過剰な消費。
公称サイズは同じだが最大偏差が異なるセクションで構成される表面の場合、これらのセクション間の境界は細い実線で描かれ、対応する最大偏差を持つ公称サイズがセクションごとに個別に示されます。
金属部品の滑らかな要素の精度は、それらの偏差が公称寸法の直後に示されていないが、一般的な表記で指定されている場合、認定によって正規化されます(サイズが 1 ~ 1000 mm の場合は 12 ~ 17)。 IT、または GOST 25670-83 によって確立された精度クラス (細かい、中程度、粗い、および非常に粗い)。 精度クラスの公差は、精度クラス (細かい、中程度、粗い、および非常に粗い) にそれぞれ t1、t2、t3、および t4 で指定されます。
シャフトと穴の寸法の指定されていない最大偏差は、片側と対称の両方に割り当てられる場合があります。 穴とシャフト以外の要素の寸法については、対称偏差のみが割り当てられます。 片側最大偏差は、資格 (+IT または -IT) と精度クラス (± t/2) の両方で割り当てることができますが、資格 (± T/2) によっても許可されます。 品質 12 は精度クラス「精密」、品質 14 - 「中」、品質 16 - 「粗い」、品質 17 - 「非常に粗い」に対応します。 未指定の最大偏差の数値は、GOST 25670-83に記載されています。 切削加工された金属部品の寸法については、品質 14 または「中」精度クラスに従って、指定されていない最大偏差を割り当てることが望ましいです。 節点、曲率半径、および面取りの未指定の最大偏差は、直線寸法の未指定の最大偏差の品質または精度クラスに応じて、GOST 25670-83 に従って割り当てられます。
部品 (アセンブリユニット) の接続では、その位置や動きの精度、動作の信頼性、修理の容易さが保証されなければなりません。 これに関して、接続の設計にはさまざまな要件が課される場合があります。 場合によっては、ギャップのある可動接続を取得する必要がある場合もあれば、干渉のある固定接続を取得する必要がある場合もあります。
ギャップ S穴のサイズがシャフトのサイズよりも大きい場合、穴とシャフトのサイズの差と呼ばれます。 S= D- d.
干渉により Nシャフトのサイズが穴のサイズより大きい場合、穴とシャフトのサイズの差と呼ばれます。 同様の直径比で dそして D干渉は負のクリアランスとみなすことができます。
N= - S= - (D- d) = d- D , (12)
すきまとしめしろは、個々の部品の寸法精度だけでなく、主に合わせ面の大きさの比率、つまりはめあいによって確保されます。
着陸部品の接続の性質を指し、結果として生じるギャップや干渉のサイズによって決まります。
公差フィールドの位置に応じて、穴とシャフトのはめあいは 3 つのグループに分類されます。
クリアランスのある踊り場 (接続部にクリアランスを設ける);
しまりばめ(接続部に張力を与える)。
中間ばめ(接続部の隙間と干渉の両方を得ることが可能)。
ギャップのある着陸は、最大のギャップ、つまり最大と最小のギャップによって特徴付けられます。 最大クリアランス スマックス 差に等しい最大の最大穴サイズと最小の最大シャフトサイズ。 最小すきま スミン最小最大穴サイズと最大最大シャフト サイズの差に等しい。 クリアランスのあるランディングには、穴公差フィールドの下限がシャフト公差フィールドの上限と一致するはめあいも含まれます。
しめしろを発生させるには、組み立て前のシャフトの直径が穴の直径より大きくなければなりません。 組み立てられた状態では、嵌合領域の両方の部品の直径は等しくなります。 最大干渉 Nmax最大最大シャフト サイズと最小最大穴サイズの差に等しい。 干渉が最も少ない んみんは、最小最大シャフト サイズと最大最大穴サイズの差に等しい。
Nmax=dmax-Dmin; Nmin=dmin-Dmax。
最大偏差を使用して、最大張力と最大クリアランスを計算すると便利です。
![]()
![]() , (13)
, (13)
トランジション着陸。 移行フィットの主な特徴は、同じバッチに属するパーツの接続でギャップや干渉が発生する可能性があることです。 移行フィットは、最大のギャップと最大の干渉によって特徴付けられます。
計算に基づいて、次の結論を導き出します。
負のすきまは正のしめしろに等しいため、またその逆も同様であるため、遷移フィットの値を決定するには スマックスそして Nmax両方の最大クリアランスまたは両方の最大干渉を計算するだけで十分です。
正しく計算されていれば スミンまたは んみんは間違いなく負であることが判明し、絶対値ではそれぞれ等しくなります Nmaxまたは スマックス.
はめあい公差 TP穴とシャフトの公差の合計に等しい。 すきまばめの場合、はめあい公差はすきま公差、または最大すきま間の差に等しくなります。
TP =T.S.= スマックス- スミン , (14)
同様に、締まりばめの場合、はめあい公差が締まり公差または締まり差に等しいことが証明できます。
TP =テネシー州= Nmax- んみん , (15)
3.1 穴システムとシャフトシステムのはめ込み
公差フィールドの位置がフィットの種類に依存しない部分は、システムの主要部分と呼ばれます。 主要部品は、公差フィールドが所定の公差とはめあいのシステムで確立されたはめあいの形成の基本となる部品です。
基本 穴- 下方偏差がゼロである穴 (EI = 0)。メイン穴の場合、上方偏差は常に正であり、公差 ES = 0 = T に等しくなります。 公差フィールドはゼロラインの上に位置し、公称サイズを大きくする方向に向けられています。
基本 軸- 上部偏差がゼロであるシャフト es = 0。メイン シャフトの場合、Td = 0(ei) = 公差フィールドはゼロ線の下に位置し、公称サイズを小さくする方向に向けられています。
2 つの嵌合部品のどちらが主要な部品であるかに応じて、公差およびはめあいシステムには 2 行のはめあいが含まれます。穴システムへのはめあい - 異なるシャフトを主穴に接続することによって、異なるギャップと張力が得られます。 シャフトシステムに適合 - 接続することでさまざまなクリアランスとしめしろが得られます いろいろな穴メインシャフトと一緒。
シャフトシステムでは、はめあいごとに穴サイズの制限が異なり、加工には3セットの専用工具が必要となります。 シャフト システム フィットは、以下に従って滑らかなシャフト (ピン) で複数の部品を接続する場合に使用されます。 異なる着陸。 たとえば、機器の製造では、小さな直径 (3 mm 未満) の精密軸が、滑らかな校正されたロッドから作られることがよくあります。
穴システムでさまざまなはめあいを実現するには、それほど特殊な穴加工ツールは必要ありません。 このため このシステム主な用途は機械工学です。
さらに
滑らかな円筒部品用の口径。ゲージは部品を監視する主な手段です。 これらは手動検査に使用され、自動部品検査ツールでも広く使用されています。 キャリバーは高い制御信頼性を提供します。
目的に応じて、キャリバーは 2 つの主要なグループに分けられます。実用キャリバー - パススルー R-PR と非パススルー - R-NOT。 制御キャリバー - K-RP、K-NE、K-I。
作動ゲージ PR および NOT は、製造プロセス中に製品を管理することを目的としています。 これらのキャリバーは、メーカーの作業者や品質管理検査員によって使用されます。
作動ゲージは、その寸法が制御対象の部品の最大寸法に対応しているため、限界ゲージと呼ばれます。 限界ゲージを使用すると、部品の実際の寸法が公差内にあるかどうかを判断できます。 部品が通過ゲージに適合し、非通過ゲージに適合しない場合、その部品は適切であるとみなされます。
キャリバーの公称寸法は、キャリバーが完全な精度で製造された場合に必要となる寸法です。 この条件下では、貫通ブラケットの呼びサイズは最大最大シャフトサイズに等しく、非ゴーブラケットの呼びサイズは最小最大シャフトサイズに等しくなります。 ゴースループラグの公称サイズは穴の最小限界サイズに等しく、ノーゴープラグの公称サイズは穴の最大限界サイズに等しくなります。
制御には次の要件が課されます。制御は次のとおりです。 生産性が高いこと。 制御に必要な時間、部品の製造に必要な時間はできるだけ短くする必要があります。 制御は信頼性が高く、経済的に実行可能でなければなりません。
試験の経済的な実現可能性は、試験ツールのコスト、測定面の耐摩耗性、および部品の表に記載された公差フィールドの狭小化の量によって決まります。

たとえば、ゲージの実際の寸法が部品の公差フィールド内にある最大寸法と一致する場合、公差フィールドの最大の狭まりが得られます。
口径によって狭くなる表の公差を製造公差といいます。 キャリバーによって拡大される公差を保証といいます。 生産能力が小さいほど、特に精密グレードの部品の製造コストは高くなります。
リミットキャリバーは、公差のある部品の適合性をチェックします。 IT6前に それ 17、特に大量生産や大規模生産において。
テイラー原理に従って、パススループラグとリングは 完全形および長さは嵌合長と同じであり、ノンゴールゲージは不完全な形状をしていることがよくあります。たとえば、リングの代わりにステープルが使用されたり、形状が不完全なプラグが使用されたりします。 断面軸方向に短くなります。 テイラー原則を厳密に遵守すると、実際上、一定の不都合が生じます。
コントロールゲージ に-そして調整可能なゲージの設置と、移動不可能で、パススルー作業ブラケットの摩耗によるサービスからの取り外しに使用される調整不可能なゲージの監視に使用されます。 制御ゲージの公差は小さいにもかかわらず、作業ゲージの製造と摩耗に関して確立された公差フィールドを歪めることになるため、できる限り制御ゲージは使用しないでください。 特に小規模生産の場合は、制御ゲージをゲージブロックに置き換えるか、汎用測定器を使用することをお勧めします。
GOST 24853-81 では、スムーズ ゲージの次の製造公差が定められています。 N- 穴用の作業ゲージ (プラグ) (図 5.9、 a) (Hs- 同じ口径ですが、球面の測定面を備えています)。 H\ -シャフト用ゲージ (ステープル) (図 5.9、 b); HP- ステープルのコントロールゲージ。
検査工程で摩耗するパススルーゲージについては、製造公差に加えて摩耗公差を設けております。 最大 500 mm のサイズの場合、最大公差の PR キャリバーの摩耗 それ 8 を含む場合は、部品の許容範囲をある程度超える可能性があります で渋滞や y1ステープル用。 PR キャリバーの場合、公差は次のとおりです。 それ 9から IT17摩耗は合格限界までに制限されます。 y = 0そして y1=0。 摩耗許容範囲フィールドは、キャリバーの平均的な摩耗の可能性を反映していることに注意してください。
すべてのパスゲージの公差フィールド N (N砂 H1プラグゲージの場合は製品公差範囲内で量zだけシフトされ、 z1クランプゲージ用。
公称サイズが 180 mm を超えると、ノンゴール ゲージの公差フィールドも部品の公差フィールド内でプラグの場合は a、ステープルの場合は a] だけシフトし、誤差を補償するために導入されたいわゆる安全ゾーンが作成されます。穴とシャフトのゲージによる制御。 口径公差範囲 ない 180 mm までのサイズでは対称であるため、 = 0 および l =0 となります。
ゲージの公差フィールドとその通過側の摩耗限界を部品の公差フィールド内に移動することで、はめあいの性質による歪みの可能性を排除し、適切な部品の寸法が確立された公差フィールド内で得られることを保証することができます。 。
GOST 24853-81 の公式を使用して、キャリバーの実行寸法が決定されます。 エグゼクティブとは、新しいキャリバーが製造される際に基づいて製造されるキャリバーの最大寸法です。 これらの寸法を決定するために、ブラケットには、正の偏差を持つ最小制限サイズが図面上にマークされています。 コルク用と コントロールゲージ- 負の偏差を持つ最大制限サイズ。
マーキングする場合、キャリバーには、キャリバーが対象とする部品の公称サイズ、製品の公差フィールドの文字指定、製品の最大偏差の数値(ミリメートル単位)がマークされます(動作中のキャリバー上) )、口径のタイプ (例: KではなくPR-そして)およびメーカーの商標です。
結論
今日のレッスンでは、次の教育的な質問について取り上げました。
互換性に関する一般的な情報。
公差と着地。 品質の概念。
着陸、公差、および認定のシステムを選択します。
自習課題
(自習時間は1時間程度)
講義ノートを完成させます。
文献を入手してください:
主要
追加
1. Sergeev A.G.、Latyshev M.V.、Teregerya V.V. 標準化、計測、認証。 チュートリアル。 – M.: ロゴス、2005. 560 pp. (pp. 355-383)
2. リフィッツ I.M. 標準化、計測および認証。 教科書。 第4版 –M.: ジュライト。 2004. 335 p.
3. 化学兵器および防護具の運用。 チュートリアル。 VAHZ、チップボード 1990年(2095年改訂版)。
4. 武器および軍事装備品の開発および生産の品質管理。 編集者:A.M. スミルノバ。 ボール紙 2003. 274 p. (法第 3447 号)。
レッスン中は、次のことを準備してください。
1. 先生の質問に答えます。
課題に従って練習問題を含むワークブックを提示します。
文学
互換部品機械加工
1. 標準化、計測、認証。 エド。 スミルノバ A.M. VU RKhBZ、dsp、2001、322 p。 (法第 3460 号)。
2. Sergeev A.G.、Latyshev M.V.、Teregerya V.V. 標準化、計測、認証。 チュートリアル。 – M.: ロゴス、2005 年、560 ページ。
3. 金属技術。 教科書。 エド。 VA ボブロフスキー。 -M. ヴォニズダット。 1979年、300ページ。
互いに嵌合する 2 つの部品を組み立てる場合、次の区別が行われます。 覆われたそして カバーリング名前から意味が明らかな表面。
被覆面はと呼ばれます 穴、カバーされています - 軸.
たとえば、ブッシュの内側円筒面とキー溝の表面 - 雌面、穴。 ブッシングの外側円筒面とキーの表面(雄面、シャフト)。
雌面と雄面の寸法の差(穴と軸の寸法)によって決まります。 接続の性質部品とか 着陸、つまり 部品の可動性の程度や接続の強度の程度 (固定接続の場合)。
穴のサイズ D がシャフトのサイズ d より大きい場合、可動性の程度 (相対的な動きの自由度) を特徴付けるそれらの間の正の差は、と呼ばれます。 ギャップ S:
S = D – d; Dd; 0円。 (3.8)
シャフトサイズ d が穴サイズ D より大きい場合、接続の強度の程度を特徴付けるそれらの間の正の差は、と呼ばれます。 干渉 N:
N = d – D; dD; N0。 (3.9)
干渉 (必要な場合) は負のクリアランスとして表すことができ、その逆も同様です。
S= -N;N= -S。 (3.10)
呼び径 –基本的に計算されたサイズで、標準に丸められます。 はめあいの穴とシャフトの呼び寸法が図面に示され、そこから偏差が計算され、公差の標準表に示されます。
公称寸法 (強度、剛性、安定性などを計算した後に四捨五入した場合) は、GOST 6636-69 *「標準直線寸法」に従って選択されます。 標準的な直線寸法のみを使用すると、ワークピース、切削工具、測定工具の標準サイズが縮小され、生産コストが削減されます。
GOST によれば、推奨される数値に基づいて、0.001 ~ 20000 mm のサイズ範囲が提供されています。 4 行のサイズが確立されており、有意な値で等比級数的に増加します。  ;
;
 ;
;
 。 行は Ra5、Ra10、Ra20、Ra40 と指定されます。 サイズの最大数は最後の行にあり、最小数は最初の行にあります。 金種を選択するときは、前の行を次の行よりも優先する必要があります。
。 行は Ra5、Ra10、Ra20、Ra40 と指定されます。 サイズの最大数は最後の行にあり、最小数は最初の行にあります。 金種を選択するときは、前の行を次の行よりも優先する必要があります。
実寸測定結果として得られたサイズであり、誤差は許容されます。
バッチ内の適切な部品の実際のサイズがこの間にある(または等しくなければならない)寸法は、それぞれ制限と呼ばれます。 上限 Dmax、dmax、 最小制限ドミン、ドミン。
簡略化するために、図面と表では、最大寸法の代わりに、対応する最大偏差が上下に設定されています。
上限偏差(ES, es) – 接続の最大制限サイズと公称サイズの間の代数的な差。
ES = D max - d n s; (3.11)
es = d max - d n s、(3.12)
ここで、d n s は接続の呼び径です。
下限偏差(EI, ei) – 接続の最小制限サイズと公称サイズの間の代数的差異:
EI = D min - d n s; (3.13)
ei = d min - d n s。 (3.14)
偏差は正、負、またはゼロのいずれかになります。
寸法公差 T は、最大寸法の差です。
TD = D max - D min ; (3.15)
T d = d 最大 - d 最小。 (3.16)
公差は常に正の値であるため、文書では符号なしで示されます。
偏差と公称値で表される限界サイズの値を式 (3.15) と (3.16) に代入して、次のように決定します。
T D = (ES + d n s) - (EI + d n s) = ES – EI; (3.17)
T d = (еs+ d n s) – (ei + d n s) = еs - ei。 (3.18)
許容誤差は、最大偏差間の差に等しくなります (独自の符号付き!)。
公差はサイズの精度を特徴づけます。 許容値が小さいほど精度が高くなり、バッチ内で可能なサイズ変更の範囲が小さくなり、逆も同様です。 公差値は、接続と製品の性能特性に影響を与えるだけでなく、製造の複雑さや部品のコストにも影響します。 より小さい公差で部品を製造するには、より精密な機器、精密な測定機器、装置、および適切な加工モードの使用が必要となり、製品のコストが増加します。
穴とシャフトのサイズのランダムな組み合わせに応じて公差内で製造された部品(たとえば、シャフトとブッシュの接続)を組み立てる場合、 さまざまな着陸。 通常、すきまのあるはめあい (S)、しめしろ (N)、および中間ばめあい (N-S) に分類されます。
すきまばめアセンブリ上のすべての接合部に隙間が設けられるはめあいと呼ばれます。 同様に定義される しまりばめ.
過渡期アセンブリ上の接続の一部にギャップがあり、残りの接続には干渉があるはめあいと呼ばれます。
各はめあいは最大 (最大、最小) クリアランスまたはしめしろによって特徴付けられ、その値は部品の最大寸法によって決まります。
接続部の最小ギャップ S min は、サイズ d max のシャフトがサイズ D min の穴に取り付けられた場合に形成されます。
S min =D min -d max (3.19)
S min = (EI + d n s) – (еs+ d n s) = EI – еs。 (3.20)
接続部の最大ギャップ S max は、最小制限サイズ d min のシャフトが最大最大サイズ D max の穴に取り付けられた場合に得られます。
S max =D max -d min (3.21)
S max = (ES + d n s) - (ei + d n s) = ES - ei。 (3.22)
同じく、
N min = d min - D max = ei – ES = - S max ; (3.23)
N max = d max - D min = eS - EI = - S min。 (3.24)
平均すきままたはしめしろは次のとおりです。
S c (N c) =  .
(3.25)
.
(3.25)
すき間またはしめしろの変動範囲によって、すきま、しめしろ、またははめあいの許容差 (TS、TN) が決まります。
はめあい公差(Т S, T N) – 最大クリアランスまたはしめしろの差:
TS = (TN) = S max (N max) - S min (N min)。 (3.26)
この式では、S max、S min の代わりに、(3.20)、(3.22) に従ってそれらの値を代入します。
T S = (ES – ei) – (EI – es) = (ES – EI) + (es – ei) = T D + T d。 (3.27)
したがって、はめあい公差は穴公差とシャフト公差の合計に等しくなります。
同じく、
T N = N max – N min = TD + T d 。 (3.28)
組み立てる必要があるブッシングとシャフトのバッチがあると想像してみましょう。 この最大寸法 Dmax のブッシングのバッチでは、数は非常に少なくなります (たとえば、100 個のうち 1 個)。同様に、最小寸法 dmin のシャフトのバッチでも、数はほとんどありません (たとえば、100 個のうち 1 個)。 100)。 アセンブラーが、選択せずに部品を選択し、接続を組み立てる場合、寸法 D max と d min の部品を同時に使用する可能性は低いと想定するのが自然です (この例の場合、このイベントが発生する確率は 1/1001/100 = 1/ 10 4)。 このようなイベントが発生する確率は非常に低いため、ギャップが S max に等しいアセンブリ上には事実上接続は存在しません。 同じ理由で、S max に等しいギャップを持つアセンブリには接続が実質的に存在しません。
最大の値を決定するには  そして最小の
そして最小の  アセンブリによって生じる(確率的な)ギャップについて、私たちは確率論の観点からこの工学的問題にアプローチします。
アセンブリによって生じる(確率的な)ギャップについて、私たちは確率論の観点からこの工学的問題にアプローチします。
部品サイズの分布は正規法則に従い、製造公差は製造時の寸法範囲と等しいと仮定します。 T = 6。 また、組み立て時に部品が選択されていないことを前提としています(組み立てはランダムです)。
2 つの正規法則の合成 (和集合) によっても正規法則が得られることが知られています。 したがって、ギャップ値(好み)の分布は正規法則に従います。
確率論のコースから、合計の数学的期待値は次のとおりであることが知られています。 ランダム変数彼らの数学的期待の合計に等しい。 部品の実際の寸法は確率変数であり、その数学的期待値はバッチ内の平均サイズに近くなります。
ランダム サイズの合計の数学的期待値は、ギャップの数学的期待値です。
M S = M D + M -d 。 (3.29)
S c = D c - d c 、(3.30)
ここで、S c 、D c 、dc はギャップ、穴、シャフトの寸法の平均値です。
独立確率変数の合計の分散は、それらの分散の合計に等しくなります。 分散 D は標準偏差の 2 乗です。
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
次に、T = 6 とすると、次のようになります。
TS =  .
(3.33)
.
(3.33)
確率 P = 0.9973 では、実際のギャップの値は次の制限内になります。
この場合、最大の確率的ギャップは次のようになります。
 ,
(3.35)
,
(3.35)
そして最小の確率的ギャップ:
 .
(3.36)
.
(3.36)
式 (3.35) および (3.36) は近似値です (それらの導出条件は事前に指定されています)。 これらの値は、「次元チェーン」セクションでより正確に定義されます。
公差とはめあいの計算を簡素化するために、公差フィールドのレイアウト図が使用されます。 それらの構築は、0 ~ 0 で指定される公称ラインを基準にして実行されます。最大サイズと公称サイズのラインは、1 つの境界からレイオフされます。
したがって、公称サイズよりも大きいサイズの線は 0 - 0 の線の上に配置され、公称サイズよりも小さなサイズの線は下に配置されます。
選択したスケールの線 0 – 0 から上方向は正の偏差を示し、下方向 – 負の偏差を示します。 穴とシャフトの最大寸法または最大偏差の 2 つの線は、長方形の形式で指定される 2 つの公差フィールドを形成します (長方形のスケールは長さに沿って任意です)。 公差ゾーンは、上限偏差と下限偏差 (または対応する寸法) の線の間に囲まれたサイズ変化のゾーンです。 公差フィールドは、公差よりも広い概念です。 公差値だけでなく、公称値に対する相対的な位置によっても特徴付けられます。 (場所によって) 異なる許容差フィールドに同じ許容差を設定できます。
すきまばめでは、穴の公差フィールドはシャフトの公差フィールドの上に配置されますが、しまりばめでは、穴の公差フィールドはシャフトの公差フィールドの下に配置する必要があります。 トランジションランディングでは、許容値フィールドが重なる必要があります。
このレートで:
「互換性、
標準化
技術的な測定」
ドネツク 2008
講義第1回「互換性と標準化の概念」 互換性の原理の基礎。」 3
講義 No. 2 「円筒接続および平面接続の要素の公差およびはめあいシステム」 10
講義 No.3 「GVC の着陸の計算と選択」 17
第4回「部品検査用ゲージの計算と設計」 滑らかな関節» 28
第5回「転がり軸受の公差とはめあい」 36
講義第6回「表面粗さの規格化と指定」 42
講義 No.7 「面の形状と位置の公差」 47
第8講「次元の連鎖」56
講義 No.9 「ギアの互換性、測定および監視の方法と手段」 68
講義 No.10 「ねじ接続の互換性」 77
講義 No.11 「キー接続とスプライン接続の互換性」 82
講義 No.12「角度の公差」 コニカル接続の互換性」86
講義 No.13 「計測学の概念と技術的測定」 91
講義第1回「互換性と標準化の概念」 互換性の原理の基礎。」
現代の機械工学には次のような特徴があります。
機械の能力と生産性が継続的に向上します。
機械設計およびその他の製品の継続的な改善。
機械製造の精度に対する要求が高まっています。
生産の機械化と自動化の進展。
これらの分野で機械工学の発展を成功させるには、互換性と標準化に基づいて機械やその他の製品の生産を組織することが非常に重要です。
この分野の目的: 互換性を確保するための方法に慣れること。
標準化、測定および管理方法
現代の機械工学製品に関連して。
互換性と標準化の発展の歴史から。
互換性と標準化の要素はずっと前に登場しました。
たとえば、ローマの奴隷によって建設された給水システムは、厳密に定義された直径のパイプで作られていました。 ピラミッドの建設のために 古代エジプト規格化された石材ブロックを使用しました。
18 世紀、ピョートル 1 世の法令により、同じ寸法、武器、錨を備えた一連の軍艦が建造されました。 金属加工業界では、1761 年にトゥーラ武器工場、次にイジェフスク武器工場で互換性と標準化が初めて使用されました。
互換性の概念とその種類。
互換性とは、追加の加工や取り付け作業を行わずに、個別に製造された部品をユニットに組み立てたり、ユニットを機械に組み立てたりできることです。 同時に、機構の正常な動作を保証する必要があります。
部品やアセンブリユニットの互換性を確保するには、所定の精度で製造する必要があります。 寸法、表面形状、その他のパラメータが製品設計時に指定された制限内に収まるようにします。
設計、生産、運用中に部品、組立ユニット、製品の互換性を確保するための一連の科学的および技術的な基本原則は、互換性の原則と呼ばれます。
アセンブリユニットに組み立てられる部品の完全な互換性と不完全な互換性には区別があります。
完全な互換性により、同じタイプの独立して製造された部品を、所定の精度で製造されたアセンブリユニットに自由に組み立てる (または修理中の交換) ことが可能になります。 (例: ボルト、ナット、ワッシャー、ブッシュ、ギア)。
限定された互換性とは、組み立てまたは交換に部品のグループ選択 (選択組み立て)、補償器の使用、部品の位置の調整、および取り付けが必要となる可能性がある部品を指します。 (例: ギアボックス アセンブリ、転がり軸受)。
製品生産の互換性のレベルは、製品製造の総労働集約性に対する互換性部品の製造の労働集約性の比に等しい互換性係数によって特徴付けられます。
外部と内部の互換性もあります。
外部とは、性能指標、接続面のサイズと形状の観点から、購入した製品または協力製品 (他のより複雑な製品に取り付けられる) およびアセンブリユニットの互換性を指します。 (たとえば、電気モーターの場合、外部互換性はシャフトの速度、出力、シャフトの直径によって確保されます。転がり軸受の場合は、外輪の外径と、 内径内輪の回転精度も同様)。
内部互換性は、製品に含まれる部品、アセンブリユニット、機構にまで及びます。 (たとえば、転がり軸受では、転動体と輪には内部グループの互換性があります)。
現代の工業生産において互換性を実現するための基礎は標準化です。
標準化に関する概念。 規格のカテゴリー
標準化の分野における最大の国際組織は ISO です (1941 年までは ISA と呼ばれ、1926 年に組織されました) ISO の最高機関は総会であり、3 年ごとに開催され、最も重要な問題について決定を下し、組織委員会を選出します。組織の会長。 組織は多数のクライアントで構成されています。 ISO 憲章では、ISO の主な目的は「国際的な商品の交換を促進し、さまざまな活動分野での相互協力を発展させるために、世界中で標準化の好ましい発展を促進すること」であると述べられています。
標準化の分野における基本的な用語と定義は、ISO 標準化科学原則研究委員会 (CTACO) によって確立されます。
標準化は、強制的なルール、規範、要件を確立するための計画的な活動であり、これを実施することで製品の品質と労働生産性が向上します。
規格は、同種の製品のグループに対する要件と、それらの開発、生産、使用を保証するルールを確立する規制および技術文書です。
技術条件 (TU) – 規範 – 技術文書、特定の製品、材料、その製造および管理に関する要件を確立します。
標準化の役割を強化するために、DSS の州(国家)標準化システムが開発され、運用されています。 標準化の目標と目的、標準化団体とサービスの構造、標準の開発、実行、承認、発行、実装の手順を決定します。
標準化の主な目標は次のとおりです。
製品の品質を向上させる。
輸出開発。
専門分野の開発。
協力の発展。
適用範囲に応じて、LSS は次のカテゴリの標準を提供します。
GOST (DST) – 州の基準。
OST - 産業;
STP – 企業。
互換性の原則の基本用語と定義
基本的な用語と定義は GOST 25346 - 82 で確立されています。
接続とは、互いに移動可能または固定的に結合された 2 つ以上の部品です。
図 1 – 接続例
公称サイズは、計算の結果として得られ、GOST 6636 - 69 によって確立された一連の通常の長さ寸法に従って四捨五入され、一連の好ましい数値 GOST 8032 - 56 に基づいて配分される接続部品の一般的なサイズです。 。
好ましい数の系列 (Renard 系列) は等比数列です。
R5:  =1,6
– 10; 16; 25; 40; 63; 100…
=1,6
– 10; 16; 25; 40; 63; 100…
R10:  =
1,25 – 10; 12,5; 16; 20; 25…
=
1,25 – 10; 12,5; 16; 20; 25…
実際のサイズは、部品を加工した結果得られるサイズであり、許容誤差を許容して測定されます。
図面を作成するときは、公称寸法に誤差を含めた形でサイズを示すのが最も便利です。
55
限界寸法- これらは 2 つの最大許容サイズであり、適切な部品の実際のサイズはこれらの間になければなりません。 (  )
)

図2 – 穴、シャフトの限界寸法
サイズ公差は、最大サイズ制限と最小サイズ制限の差です (T – 公差)


公差は寸法精度の尺度であり、部品の製造の複雑さを決定します。 公差が大きいほど、部品の製造が容易かつ安価になります。
公称サイズと偏差の概念は、公差フィールドの位置を示す図の形で公差をグラフィカルに表現することによって簡素化されます。


図 3 – 滑らかな円筒接続のスキーム
上下の偏差に対応する 2 本の線で囲まれたゾーンは、許容範囲と呼ばれます。
公差フィールドは、公差よりも広い概念です。 公差フィールドは、公称サイズに対するそのサイズ (公差) と位置によって特徴付けられます。 したがって、許容範囲フィールドは次の 2 つの方法で指定できます。
a) 上位偏差 (es,ES) と下位偏差 (ei,EI) の形式。
b) 主な偏差と公差 (T) の形式。
穴とシャフトの接続を考えてみましょう。
組み立て前の穴とシャフトのサイズの差によって、部品の接続または嵌合の性質が決まります。
もし  (ギャップ)
(ギャップ)
もし  (テンション)
(テンション)
クリアランスが必要な接続では、実際のクリアランスは、最大クリアランスと最小クリアランス (S) という 2 つの制限値の間になければなりません。  したがって、干渉に関連して - 間の
したがって、干渉に関連して - 間の  .
.
最大クリアランスと張力は図面には示されていません。 設計者は、穴とシャフトの公差フィールドの特定の組み合わせの形式でフィットを割り当てます。 この場合の穴と軸の呼び径は共通であり、接続呼び径dといいます。  .
.
着陸の種類。
穴とシャフトの公差フィールドの相対位置に応じて、すきまあり、しめしろ、移行の 3 種類のはめあいが区別されます。
図 4 - 植栽の種類







