Презентация на тему: Точение на токарном станке по дереву
![]()


Содержание влаги играет важную роль. Дерево сушилки может быть немного толще. Самое главное, чтобы какая бы ни была толщина стенки, она должна быть последовательной по всей чаше. Не только стены, но и нижняя часть должны поддерживать эту толщину. Эта консистенция толщины стенки и основания гарантирует, что по мере того, как миска сохнет, она будет делать это равномерно. Успех зависит от этой последовательности. Причина, по которой чаши превратились в эту толщину, не трескается просто потому, что большая часть массы исчезла.
То, что осталось, является достаточно тонким, так что силы, созданные во время процесса сушки, значительно облегчаются. То есть древесина может свободно перемещаться и снимать стресс, а не снимать стресс, растрескиваясь. После завершения поворота позвольте поверхности чаши высохнуть на воздухе перед шлифованием. Держите чашу на лицевой панели в течение дня или около того, или до тех пор, пока поверхность не станет достаточно сухой для песка. В жаркую сухую погоду вам понадобится всего пару часов.



Вы можете намочить песок, и это хорошая техника, однако это добавляет времени высыхания. Вы также можете вымыть влажную миску с помощью пропановой горелки. При применении этой техники не слишком долго ложитесь в одном месте. Цель состоит в том, чтобы вымыть поверхностную влагу, а не высушить миску. Слишком много тепла взломат миску. Эта процедура занимает много времени, и пропан не дешев. То же самое можно сказать и о шлифовании. Применение слишком большого давления при шлифовании в одном месте слишком долго может вызвать растрескивание из-за накопления тепла.



Высокая скорость является еще одним виновником, более предпочтительными являются медленные скорости шлифования. После завершения шлифования, как правило, до шлифовальной бумаги # 150, отметьте центр чаши через отверстие лицевой панели и затормойте или поверните отверстия для винтов из поддона чаши.
Фото 17 Маркировка центра ноги. Вы также можете отключить чашу с помощью разделительного инструмента. Важно, чтобы этот размер, толщина основания, был таким же, как толщина стенки. Фото 19 Хвост запасает чашу против варенья. Фото 21 Сбив с малого малый трон.

1 из 17
Презентация на тему: Точение на токарном станке по дереву
№ слайда 1

Теперь о трюках, упомянутых в первом абзаце. Во-первых, это не песок дна, где вы только что вывернули отверстия для винтов. Одного этого достаточно, чтобы вызвать растрескивание. Подождите, пока миска не высохнет, чтобы выполнить эту задачу. Во-вторых, поместите мокрую миску в три коричневые сумки для супермаркетов с бумагой, один внутри другого, и плотно оберните их. В областях, где влажность постоянно высока и имеет тенденцию оставаться таким образом, три мешка могут быть излишними, но всегда лучше быть в безопасности, чем жаль, особенно сейчас, когда миска закончена.
Описание слайда:
Точение на токарном станке по дереву На токарном станке вытачивают изделия, контур которых может состоять из нескольких объёмных геометрических фигур. Это фигуры – шар, конус, цилиндр и тор(см. рис.). Точение деталей на станке производят специальными резцами - токарными стамесками. В отличие от обычных столярных стамесок, они имеют удлиненные рукоятки, которые позволяют надежно удерживать инструмент и легче управлять им. По качеству обработки различают черновое и чистовое точение, от этого зависит и выбор инструмента.
Оставьте миску в своей мастерской, в вашем гараже или в любой обстановке, которая поддерживает постоянную влажность и температуру. Комната с кондиционером или с подогревом - это не очень хорошая идея. Когда сушки сушат, чаша сухая. Обычно это занимает от 1 до 2 дней до 3 недель в зависимости от содержания влаги в древесине, влажности и температуры окружающей среды и вида. Обычно древесина высушивается примерно на дюйм в год. Коричневые бумажные мешки позволяют влаге медленно мигрировать из чаши снаружи.
Когда в чаше осталось немного влаги или нет, мешки будут сухими. Если вы живете в пустыне, попробуйте 4 или даже 5 мешков. Во время процесса сушки эти загадочные события происходят внутри коричневых бумажных пакетов. Другая техника сушки - это нагнетание чаши в микроволновую печь. Этот метод не очень эффективен, потому что микроволновая печь не предназначена для удаления влаги, а скорее для ее удержания. Продолжайте делать это до тех пор, пока чаша не потеряет большую часть своей влаги. Идея здесь заключается не в том, чтобы оставить ее в течение длительного периода времени, иначе вы будете обуздать лес.
№ слайда 2

Описание слайда:
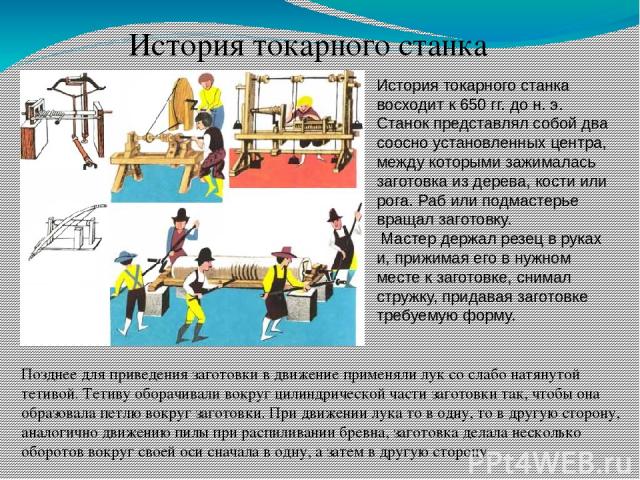
История токарного станка История токарного станка восходит к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку. Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
Короткие всплески минуты или около того сделают трюк. То же самое можно сделать с помощью бумажных пакетов без каких-либо усилий. Тем не менее, что особенно удобно при микроволновом нагреве, это потенциал изгиба пара в мокрой чаше. Вы действительно можете сделать некоторые аккуратные вещи. Если стены достаточно тонкие, вы можете согнуть стороны друг к другу, как кувшин. Просто попробуйте объяснить, как вы превратили миску таким образом.
Мне было очень весело. Это опасно, потому что оно не удаляет достаточную массу, и может произойти проверка и растрескивание. Кроме того, процесс занимает слишком много времени. Их рассуждения состоят в том, что чаши сохраняют свою форму, т.е. они остаются круглыми. Мой опыт в том, что они все еще двигаются. Не так много, но конечный продукт все еще не совсем круглый.
№ слайда 3
Описание слайда:
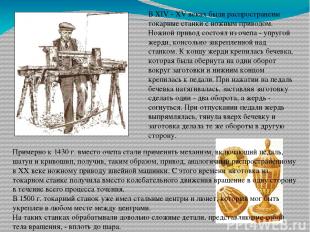
В XIV - XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа - упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один - два оборота, а жердь - согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, - вплоть до шара.
Эта процедура, как правило, исключает возможность поворота естественных боковых краев с прикрепленной корой. Еще одна методика отверждения заключается в том, чтобы впитать повернутые чаши в полиэтиленгликоле. Этот процесс является трудоемким, требующим, по меньшей мере, нескольких недель вымачивания и дополнительной пары сушки на воздухе, или сушки при низкой температуре. И что вы получаете за всю эту дополнительную работу? Чаша, которая чувствует себя восковой на ощупь, не примет финиша и настолько гироскопична, что она всегда чувствует себя влажной и липкой.
№ слайда 4
Описание слайда:
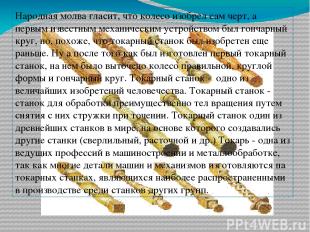
Народная молва гласит, что колесо изобрел сам черт, а первым известным механическим устройством был гончарный круг, но, похоже, что токарный станок был изобретен еще раньше. Ну а после того как был изготовлен первый токарный станок, на нем было выточено колесо правильной, круглой формы и гончарный круг. Токарный станок - одно из величайших изобретений человечества. Токарный станок - станок для обработки преимущественно тел вращения путем снятия с них стружки при точении. Токарный станок один из древнейших станков в мире, на основе которого создавались другие станки (сверлильный, расточной и др.) Токарь - одна из ведущих профессий в машиностроении и металлообработке, так как многие детали машин и механизмов изготовляются на токарных станках, являющихся наиболее распространенными в производстве среди станков других групп.
После того, как вы закончите свои чаши, пришло время применить к ним финишную форму. Любая стандартная отделка будет работать. Он высыхает в течение ночи и хорошо накапливается. Для миски, которые будут использоваться в качестве посуды, используйте минеральное масло или кукурузное масло. Другие масла также будут работать, однако не используйте арахисовое или оливковое масло, поскольку они собирают грязь и бактерии и, как правило, созревают с возрастом. Не наносите более одного или двух слоев, потому что твердые частицы на поверхности не оставляют твердой поверхности.
№ слайда 5

Описание слайда:
Для правильной и точной обработки изделия требуется, чтобы оно было правильно установлено на станке и надежно закреплено. С этой целью каждый токарный станок снабжается соответствующими приспособлениями. Но так как обрабатываемые изделия на одном и том же токарном станке бывают самой разнообразной формы и размеров, то и приспособления должны быть также самого разнообразного устройства и размеров. Чем больший набор различных приспособлений имеется у токарного станка, тем успешнее и точнее может быть выполнена на нем работа.
Он легко разбрызгивается, быстро высыхает и оставляет твердую поверхность; три ключевых элемента, которые мне нравятся. Поверните свои чаши из зеленого дерева, тем лучше, сделайте всю операцию за один раз, дайте им высохнуть в бумажных мешках, а затем нанесите на них отделку. Истинный тест - выйти в ваш магазин и попробовать. Держись, пока не освоишь эти простые приемы и трюки; это будет стоить усилий. Тот факт, что вы переработали выброшенную древесину во что-то полезное и красивое, - это вознаграждение, и иногда вы даже можете продать их.
То есть, как говорится, обледенение на торте. Для большинства из нас создание эффективной домашней мастерской - это вопрос длительного приобретения оборудования в течение длительного периода времени. Правда, новые ручные инструменты обычно могут быть приобретены быстро, но для больших настольных машин достаточно инвестиций, чтобы отправить любительского ремесленника в гаражные продажи в отчаянном поиске подержанной сделки.
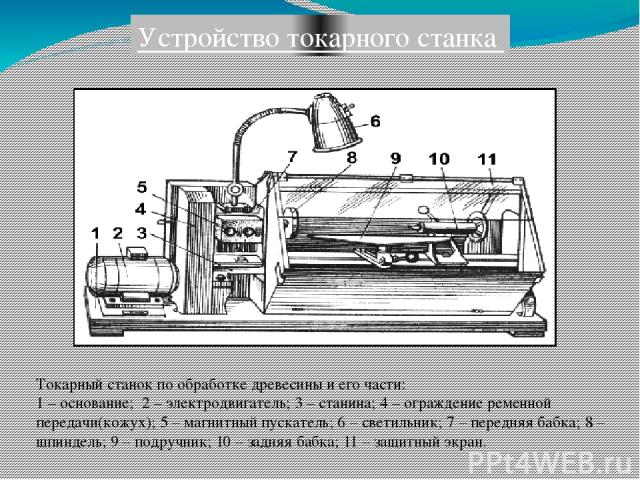
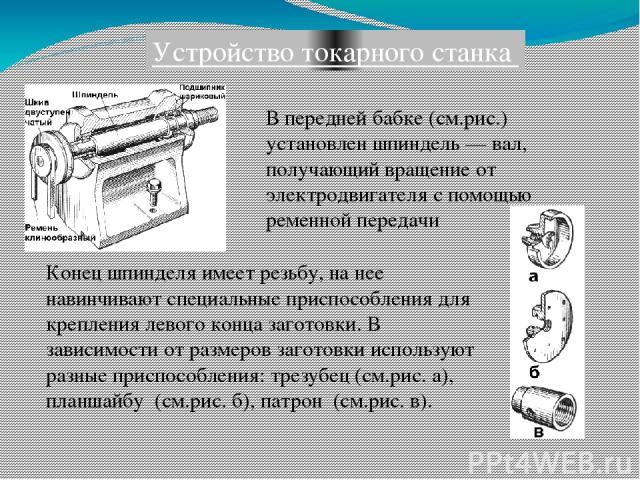
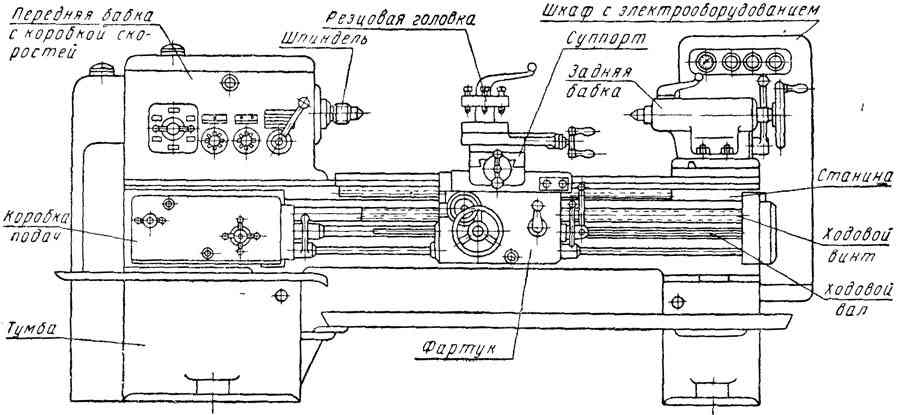
В передней бабке (см.рис.) установлен шпиндель - вал, получающий вращение от электродвигателя с помощью ременной передачи Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в). Устройство токарного станка
К счастью, токарный станок с садовым разнообразием - без большого количества причудливых особенностей - является таким прекрасным примером простой конструкции, что любительские мастера должны иметь возможность собрать дубликат всех вещей по своему усмотрению.
На первый взгляд, стипендиаты деревенской интерпретации знакомого станка, похоже, немного больше, чем игрушка. Но вместо этого легко спасти рабочую единицу от стиральной машины, вышедшей на пенсию. Опорная оправка крепится непосредственно к поверхности бабки, идеально параллельной длине слоя и таким образом, чтобы ее наконечники полностью очищали концы штока. Когда большой шкив временно установлен на вал оправки, вы можете затем установить двигатель для установки с помощью угловых кронштейнов, меньшего шкива и расчетной длины ремня в качестве направляющих.
№ слайда 8
Описание слайда:
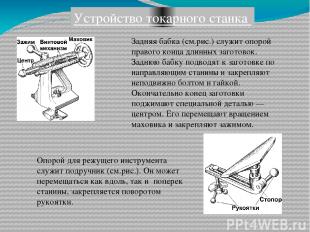
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью - центром. Его перемещают вращением маховика и закрепляют зажимом. Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки. Устройство токарного станка
Как только двигатель крепится к шарнирной платформе, легко выбрать и установить приводной ремень соответствующей длины. После этого небольшую прямую створку можно закрепить болтами между основанием фанеры и опорой под ним, чтобы обеспечить инкрементную регулировку при растяжении приводного ремня.
Чтобы позволить токарному станку принимать шпиндели различной длины, задняя бабка должна быть способна скользить вдоль кровати и запираться в любом положении. Мы предусмотрели это, установив удлиненные фанерные зажимы на склеенные блоки задней бабки, а затем используя простой болт-колесо, чтобы зажать кровать между этими захватами. Сжимающая пружина, зажатая внутри зажима и вокруг болта, выталкивает зажимы, а простой манометр показывает степень захвата.
Для черновой обработки применяют полукруглую стамеску (см. рис.а), для чистового точения, подрезания торцов и отрезания детали - косую стамеску (см. рис. 6). После 2...3 минут работы проверяют надежность закрепления заготовки - поджимают ее центром задней бабки. На чистовую обработку следует оставлять припуск 3...4 мм (по диаметру). При черновом обтачивании заготовки (см. рис.а) полукруглую стамеску передвигают по подручнику. За первый проход снимают стружку толщиной 1...2 мм серединой лезвия стамески (см. рис. 6, слева). Дальнейшее точение выполняют боковыми частями лезвия при движении резца как влево, так и вправо (см. рис. 6, справа). В результате работы разными участками лезвия стамески поверхность детали получается менее волнистой. технология точения древесины
Конечно, ваша конечная цель состоит в том, чтобы установить головные и задние бабки на равную плоскость для точного поворота, поэтому вам, возможно, придется слегка изменить заданные размеры, чтобы они соответствовали высоте вашего конкретного центра оправки.
Когда фланцы пола прикреплены болтами к отверстию задней бабки с установленным штоком, вы можете прикрепить фиксатор и маховик. Колесо обоймы задней бабки, как и зажим, просто перевернуто на маховике клапана и задано множество нитей. Для любого типа вращения шпинделя требуются центробежные и чашечные центры для удержания работы между головкой и задней бабкой. Затем мы получили соответствующие болты и, после того, как вырезали их головы, прорезали их тела и шлифовали их наконечники до точки, пропустили их через сердечники, чтобы создать как центр шпоночного штанги, способный захватывать и вращать заготовку, так и центр кулачка задней бабки для того, чтобы держать его в правде.
№ слайда 11

Описание слайда:
При чистовом обтачивании (см. рис.) косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия. Токарную стамеску держат при точении двумя руками: одной за рукоятку, другой за стержень. За стержень стамеску обхватывают сверху или снизу. Для чернового обтачивания чаще применяется первый способ, как наиболее надежный. Нажим на стамеску должен быть равномерным и плавным. Сразу после обтачивания поверхность детали зачищают шлифовальной шкуркой, прикрепленной к деревянному бруску (см. рис.). Чтобы ярче выделить текстуру древесины, поверхность изделия можно отполировать бруском более твердой древесины. Эту операцию выполняют при вращении детали, так же как и шлифование. технология точения древесины
С другой стороны, поворот лицевой панели требует установки с плоским покрытием, которая крепится непосредственно к концу оправки и может удерживать заготовку сама по себе. Мы обнаружили, что фланцы пола различного размера, которые были забиты и перевернуты в соответствии с ведомым валом, хорошо служили этой цели.
И последнее, но не менее важное: токарный станок нуждается в инструменте. Также будут работать секции углового железа аналогичного размера, но вам придется просверлить ряд отверстий через их квартиры, чтобы разместить заготовки разного размера, с которыми вы, вероятно, столкнетесь при использовании машины. В любом случае каждый металлический край должен быть сглажен, чтобы предотвратить случайные порезы, когда вы снова работаете или перезагружаете инструмент.
№ слайда 12
Описание слайда:
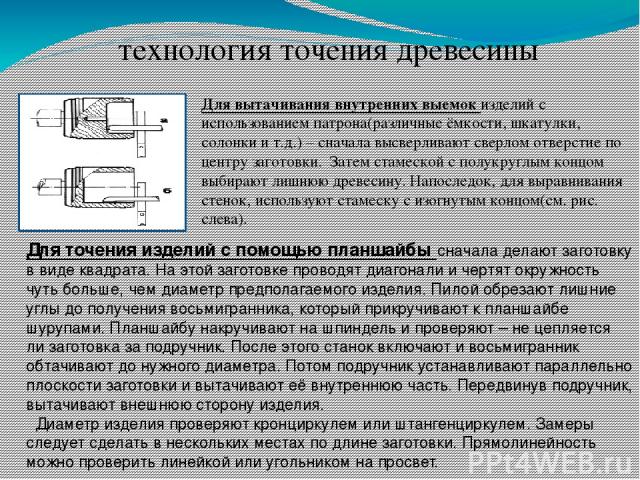
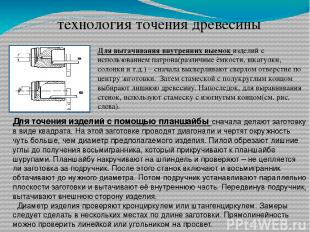
Для вытачивания внутренних выемок изделий c использованием патрона(различные ёмкости, шкатулки, солонки и т.д.) – сначала высверливают сверлом отверстие по центру заготовки. Затем стамеской с полукруглым концом выбирают лишнюю древесину. Напоследок, для выравнивания стенок, используют стамеску с изогнутым концом(см. рис. слева). Для точения изделий с помощью планшайбы сначала делают заготовку в виде квадрата. На этой заготовке проводят диагонали и чертят окружность чуть больше, чем диаметр предполагаемого изделия. Пилой обрезают лишние углы до получения восьмигранника, который прикручивают к планшайбе шурупами. Планшайбу накручивают на шпиндель и проверяют – не цепляется ли заготовка за подручник. После этого станок включают и восьмигранник обтачивают до нужного диаметра. Потом подручник устанавливают параллельно плоскости заготовки и вытачивают её внутреннюю часть. Передвинув подручник, вытачивают внешнюю сторону изделия. Диаметр изделия проверяют кронциркулем или штангенциркулем. Замеры следует сделать в нескольких местах по длине заготовки. Прямолинейность можно проверить линейкой или угольником на просвет. технология точения древесины
Описание слайда:
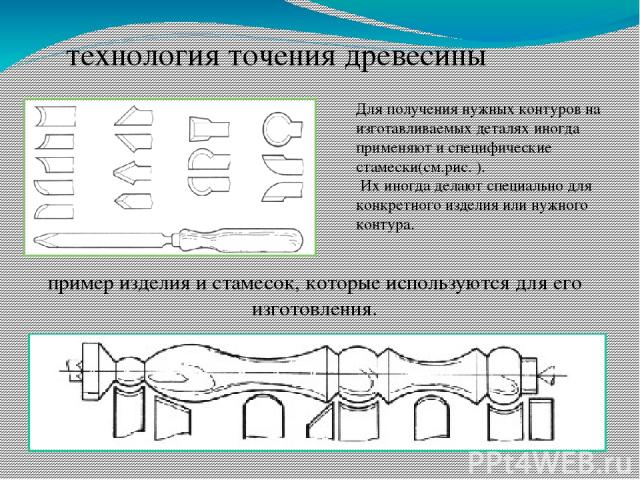
технология точения древесины Для получения нужных контуров на изготавливаемых деталях иногда применяют и специфические стамески(см.рис.). Их иногда делают специально для конкретного изделия или нужного контура. пример изделия и стамесок, которые используются для его изготовления.
№ слайда 15

Описание слайда:
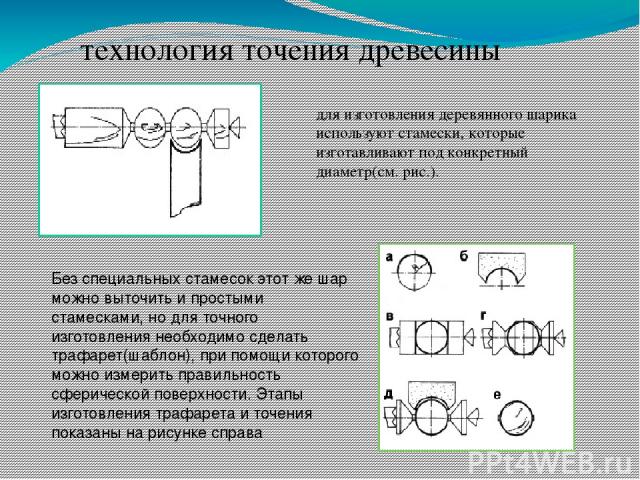
технология точения древесины для изготовления деревянного шарика используют стамески, которые изготавливают под конкретный диаметр(см. рис.). Без специальных стамесок этот же шар можно выточить и простыми стамесками, но для точного изготовления необходимо сделать трафарет(шаблон), при помощи которого можно измерить правильность сферической поверхности. Этапы изготовления трафарета и точения показаны на рисунке справа
№ слайда 16

Описание слайда:
технология точения древесины Древесину для точения готовят, не только вырезая бруски или куски досок, но и используют высушенные ветки деревьев, а также склеивая куски брусков или досок(т.е. - из сегментов см. рис.). Нередко для точения таких “блочных” изделий применяют древесину разных пород. Благодаря этому, добиваются весьма необычных по окраске и текстуре изделий. Современные предприятия оснащены токарными станками (более сложными и производительными, чем в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок. Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук.
№ слайда 17
Описание слайда:
ПРАВИЛА БЕЗОПАСНОСТИ Включать токарный станок и работать на нем можно только с разрешения учителя. Нельзя класть инструменты и посторонние предметы на станину станка. Детали ременной передачи станка должны быть ограждены. При работе смотровой экран на станке должен быть опущен. Если на станке нет такого экрана, работать надо в защитных очках. Режущий инструмент подводят к заготовке только после того, как шпиндель наберет полное число оборотов. При включенном станке запрещается подправлять заготовку и измерять ее размеры, перемещать узлы станка. После выключения станка нельзя тормозить руками заготовку, патрон или планшайбу. Нельзя оставлять работающий станок без надзора. По окончании работы следует положить инструменты на установленные места, смести стружку щеткой.
Всё оборудование на предприятиях проходит обязательную классификацию по мощности двигателя, времени его допустимой работы и просим техническим характеристикам. Классификация токарных станков по металлу проводится ещё по нескольким критериям:
- классу точности;
- весу;
- степени автоматизации;
- гибкости производственной системы;
- специальному назначению в обработке металла;
- универсальности или узкой направленности агрегата в выполнении операций по металлу.



Для обработки металла используется целый ряд токарных станков. По классификации ЭНИМС все виды токарных станков по металлу относятся к 1 группе. Оборудование делится на группы, всего их 9. Группы объединяют оборудование, предназначенное для обработки металла, по конструкции и назначению.
От задач, которые выполняются на конкретном станке и тяжести деталей, зависит, в каком режиме он работает, что влияет на количество автоматических функций станка и его комплектацию. От этого зависит и разбивка оборудования на группы.
Нет такой задачи по обработке металла, которую невозможно выполнить на токарном станке в ручном или автоматическом режиме. Но есть ещё и группы вспомогательных станков с ограниченными возможностями, предназначенными для выполнения узкого спектра задач, а есть почти универсальные, такие как винторезные. Их возможности ограничиваются весом и размером обрабатываемых деталей.
К 1 группе относятся токарные станки по металлу:
- одношпиндельные автоматические и полуавтоматические.
- многошпиндельные автоматические и полуавтоматические.
- револьверные многошпиндельные автоматические токарные установки.
- сверлильно-отрезные;
- карусельные;
- винторезные;
- многорезцовые;
- специализированные;
- разные.
Подгрупп в 1 группе токарного оборудования тоже получилось 9, как и групп классификации станков по металлу. Виды токарных работ самые разнообразные, но обойтись при работе по металлу без остальных станков практически невозможно. К ним относятся:
- сверлильные и расточные, относящиеся ко 2 группе.
- шлифовальные, полировальные, доводочные – 3 гр.
- комбинированные – 4 гр.
- для обработки резьбы и зубчатых поверхностей – 5 гр.
- фрезерные – 6 гр.
- строгальные, долбёжные, протяжные – 7 гр.
- разрезные – 8 гр.
- самая широкая группа № 9 – разные. в этой группе собрано оборудование для обработки труб и муфт, обдирочные агрегаты, испытательные, делительные, балансировочные.

Расшифровка обозначений по классификации ЭНИМС токарных станков по металлу
Токарные станки получили место в верхней строчке таблицы потому, что остальные станки по металлу производят для них заготовки или выполняют последующие работы, после токарных операций.
Как работает токарный станок
Принцип работы токарного станка заключается в следующем:
- вращение заготовки на станке осуществляет шпиндель или планшайба, которые получают вращение через коробку скоростей, ременную передачу от электродвигателя;
- амплитуду подач определяет скорость суппорта с закреплёнными резцами в резцедержателе;
- независимо от типа автоматизации станка – автоматического или полуавтоматического, он может быть с горизонтальной или вертикальной компоновки. Такую классификацию токарные станки получили от положения шпинделя, от которого зависит положение заготовки при обработке.
- на вертикальных станках ведутся работы по металлу на тяжёлых широких, но не длинных деталях.
- длинные детали с небольшим и средним диаметром обрабатываются в горизонтальном положении.
Чем больше на станке возможностей для установки дополнительного оборудования, тем шире его технологические возможности.
Схемы популярных станков
Как видно по схеме, токарно-винторезные станки стоят на 6 позиции 1 группы. Но встречаются они более часто, чем остальные ввиду их постоянной необходимости на предприятиях и в экспериментальных цехах, специализирующихся на обработке металлических деталей.
Токарно-винторезный 16К20 применяется для выполнения основных токарных работ различной сложности. Базовая модель производится в 4 вариантах. Разница станков в расстоянии между центрами. В различных модификациях этот промежуток может быть 71, 100, 140 и 200 см. Подобное варьирование рабочей длины повлекло за собой и другие конструктивные изменения для упрощения в обработке однотипных по весу, длине или диаметру деталей. На базе 16К20 разрабатывались и другие модели. Их буквенное обозначение указывает на модернизацию базовой модели:
- 16К20Г — с выемкой в станине.
- 16К25 – облегчённая модель, предназначенная для изготовления деталей из заготовок диаметром до 50 см. Расположение заготовки над станиной — горизонтальное.
- 16К20П – имеет повышенный класс точности, благодаря специальным подшипникам.
- 16К20Ф3 — с числовым программным управлением.
Видео 16К20Ф3
На этой основе создаются и другие токарно-винторезные модели для обработки металла. Схема станков общая, но при необходимости она дополняется необходимыми заказчику функциями. На станках, выполненных на основе 16К20 можно обрабатывать металлы разной степени податливости к обработке, в том числе и из закалённого металла. Мощность привода регулируется, при работе с твердыми сплавами возрастают энергетические затраты оборудования.
Больше всего операций по обработке металла выполняется на токарно-винторезных станках, у которых схема компоновки имеет довольно сложную конструкцию.
Основные узлы токарного станка:
- станина;
- фартук;
- шпиндельная (передняя) бабка;
- суппорт;
- задняя бабка.
На первый взгляд основных деталей немного, но для управления ими, в конструкции токарного оборудования имеется:
- фрикционная муфта отвечает за вращение шпинделя;
- вариаторы предназначаются для изменения частоты вращения шпинделя;
- автоматические выключатели;
- рукояти, маховики, зажимы для ручного перемещения, закрепления и включения механизмов.
Типы токарных станков отличаются друг от друга по назначению, технических характеристик, компоновке и др.
Обозначение точности
Точность станков по ЭНИМС указывается в названии в конце аббревиатуры кириллическими буквами:
- Н – указатель нормальной точности;
- П – говорит о повышенной точности станка;
- В – обозначает высокую точность;
- А – обозначение особо высокой точности;
- С – станок с сверх точности.
Классификация по весу:
- Лёгкими считаются токарные станки с весом до 1 тонны — (< 1 т);
- К средним относятся агрегаты от 1 до 10 тонн, в этой категории находятся винторезные — (1-10 т);
- Тяжёлые – это те станки, масса которых превышает 10 тонн — (>10 т);
- С весом свыше 100 тонн – это станки уникальные — (>100 т).
В скобках дано обозначение, которое встречается в маркировке станка.
Описание некоторых групп токарных станков
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Револьверные токарные станки
На токарно-револьверном оборудовании изготавливаются детали из заготовок прутков. На станках имеется возможность изготавливать детали сложной формы по индивидуальному чертежу. Классификация револьверных станков осуществляется в зависимости от способа крепления заготовок на шпинделе:
- прутковый;
- патронный.
Почти все операции, что выполняют токарно-винторезные станки, можно производить и на револьверном, с той только разницей, что в револьверной головке поперечных суппортов можно закрепить сразу несколько инструментов, в необходимой для работы последовательности. Токарно-винторезные станки такой возможности не имеют, все последующие виды обработки проводятся на них после смены резца по окончанию предыдущей операции. Делать работу инструментами можно поочерёдно, а некоторые операции могут проводиться параллельно друг другу.
Револьверные головки некоторых станков этого типа устроены так, что одно гнездо может удержать сразу несколько резцов. Ход каждого инструмента ограничивается упором. Кроме ограничения хода, они выполняют функцию выключателя передач суппорта. Отработав, запрограммированный цикл, головка проворачивается и в рабочем положении устанавливает необходимый на следующем этапе инструмент.
Видео обработки детали
На примере схемы 1Г340П видно, что по своей компоновке револьверные станки такие же, как токарно-винторезные. Схоже и назначение станков этих видов.
Револьверные станки могут оснащаться головками, вращающимися в горизонтальной или вертикальной плоскости. Автоматические и полуавтоматические станки имеют похожие настройки револьверной головки перед работой. В этой категории токарного оборудования имеется еще классификация по количеству шпинделей в конструкции станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .







